

Metal plating services are used to deposit a thin metallic layer onto a substrate to improve corrosion resistance, wear performance, solderability, electrical conductivity, reflectivity, and appearance. This guide explains major plating types, core process parameters, cost factors, and typical applications to support selection and specification of plating for components and assemblies.
Fundamentals of Metal Plating
Metal plating is the controlled deposition of a metal coating on a conductive or pre‑treated surface. The coating can be purely functional, decorative, or both. Service providers typically support several substrate materials, including steel, stainless steel, aluminum, copper alloys, and sometimes plastics (after conductive activation).
Basic Plating Mechanisms
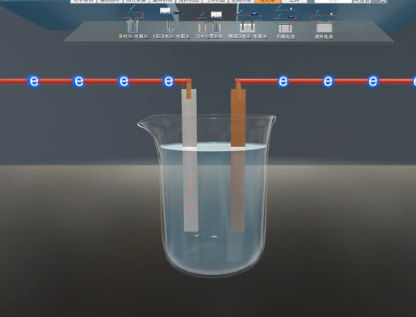
- Electroplating: Deposition driven by direct current in an electrolyte bath where the part is the cathode and metal anodes dissolve or metal ions are supplied from solution.
- Electroless plating: Autocatalytic deposition from a chemical bath without external current, useful for uniform coverage on complex geometries and non‑conductive substrates after activation.
- Immersion/displacement plating: Thin coatings formed by a displacement reaction where a more noble metal deposits while a less noble metal dissolves; typically limited thickness.
- Conversion coatings before plating (e.g., zincate on aluminum): Chemical treatments that prepare the base metal for stable adhesion of the plated deposit.
Key Technical Parameters
When ordering metal plating services, several parameters must be defined to ensure performance and repeatability:
- Base material (e.g., low‑carbon steel, 304 stainless steel, brass, aluminum 6061)
- Plating metal (e.g., zinc, nickel, chromium, tin, copper, silver, gold)
- Process type (electroplated vs electroless; specific bath chemistry if required)
- Thickness range and tolerance (e.g., 5–10 µm, 25 µm ± 5 µm)
- Surface finish (e.g., bright, semi‑bright, matte, brushed)
- Hardness, wear or friction requirements
- Corrosion resistance targets (e.g., hours to white rust in salt spray)
- Masking areas (no‑plate zones, threaded regions, contact surfaces)
- Post‑treatments (passivation, chromate, sealing, baking for hydrogen relief)
Major Types of Metal Plating Services
Different plating metals and processes are selected based on performance, cost, and compatibility with the substrate and service environment. Below are common types provided by commercial metal plating job shops.
Nickel Plating
Nickel plating is widely used for wear resistance, corrosion protection, and as an underlayer for decorative metals such as chrome or gold. It can be electroplated or applied via electroless processes.
Typical forms:
- Bright nickel (electroplated): High gloss, good leveling, used under decorative chrome.
- Sulfamate nickel: Low internal stress, suitable for heavy deposits and engineering applications.
- Electroless nickel (EN): Phosphorus or boron‑modified deposits with uniform thickness.
Typical thickness ranges:
Decorative nickel: 5–15 µm; engineering nickel: 25–250 µm; electroless nickel for corrosion: 10–50 µm; electroless nickel for wear/precision: 25–75 µm or higher depending on design.
Representative hardness values:
Electroless nickel with medium P (6–9 wt%): approx. 500–600 HV as‑plated, up to 900–1100 HV after heat treatment; sulfamate nickel: 200–300 HV (variable with bath and additives).
Chromium Plating
Chromium plating is primarily used in two categories: decorative chrome and hard chrome. Both are typically deposited over nickel or other underlayers.
Decorative chrome:
- Very thin layer (0.2–1.0 µm) over bright nickel or nickel‑copper‑nickel systems.
- Improves scratch resistance, tarnish resistance, and aesthetic appearance.
Hard chrome:
- Thickness typically 10–500 µm depending on application.
- Micro‑cracked structure, high hardness (approx. 800–1000 HV), low friction.
- Widely used on hydraulic rods, molds, rolls, and wear surfaces.
Chromium plating is usually specified with tight thickness tolerances and sometimes requires subsequent grinding or polishing to achieve final dimensions and surface roughness.
Zinc Plating
Zinc plating is a common sacrificial coating for steel to provide corrosion protection at relatively low cost. It is frequently used for fasteners, brackets, and structural components.
Key characteristics:
- Thickness: typically 5–25 µm for commercial hardware; up to 50 µm for severe environments.
- Corrosion protection: acts sacrificially, corroding before the base steel.
- Optional conversion coatings: clear, yellow, black, or olive chromates or trivalent passivations to extend salt spray performance and provide color.
Zinc‑nickel alloys (e.g., 8–15 wt% Ni) are also widely offered, providing enhanced corrosion resistance compared with pure zinc, especially at elevated temperatures and in automotive environments.
Tin Plating
Tin plating is used for solderability, low toxicity, and electrical performance. It is common in electronics, food‑contact hardware, and connector applications.
Typical characteristics:
- Thickness ranges: 2–10 µm for many electronics; up to 25–50 µm for heavy‑duty or wear areas.
- Surface: bright, matte, or semi‑bright depending on bath chemistry and applications.
- Whisker considerations: some specifications require underlayers (e.g., nickel) or specific bath chemistries to mitigate tin whisker growth in sensitive electronics.
Copper Plating
Copper plating provides excellent conductivity, ductility, and leveling. It is used both as a functional finish and as an intermediate layer under other metals.
Typical roles:
- Underplate for nickel and precious metals to improve adhesion and barrier properties.
- Strike layer on zinc die castings and difficult substrates.
- Functional plating on bus bars, electrical contacts, and PCB features (through‑holes, traces).
Thickness ranges vary widely: 5–25 µm for decorative or underplate use, up to hundreds of micrometers for heavy build‑ups and repair work.
Silver Plating
Silver plating offers high electrical and thermal conductivity, good solderability, and antimicrobial behavior. It is widely used in power distribution, RF components, and food‑related hardware.
Key points:
- Thickness: 2–10 µm for electrical contacts and connectors; 10–25 µm or more for high‑current or high‑wear applications.
- Tarnish: silver will tarnish in sulfur‑containing atmospheres; anti‑tarnish treatments and packaging controls are often required.
- Contact performance: low contact resistance, but surface films must be managed in design specifications.
Gold Plating
Gold plating is used when excellent corrosion resistance, stable contact resistance, and long‑term reliability are required. It is a standard finish for precision connectors, contact pads, and certain high‑value decorative items.
Typical parameters:
- Purity: hard gold (alloyed, e.g., with cobalt or nickel) vs soft, high‑purity gold.
- Thickness: 0.5–1.0 µm for many electronics connectors; 1–5 µm for high‑reliability contacts; thicker layers used in some jewelry or specialty components.
- Underplates: usually nickel or nickel‑palladium to prevent diffusion of base metals into the gold layer and maintain surface properties.
Electroless Nickel Plating
Electroless nickel (EN) is an autocatalytic process that deposits nickel alloy uniformly on all surfaces, including complex geometries, blind holes, and internal passages. Phosphorus content is a key parameter:
- Low‑P EN (approx. 1–4 wt% P): higher hardness, good wear and abrasion resistance, moderate corrosion resistance.
- Medium‑P EN (approx. 5–9 wt% P): balanced corrosion and wear properties, widely used general‑purpose grade.
- High‑P EN (approx. 10–13 wt% P): superior corrosion resistance, lower as‑plated hardness, non‑magnetic behavior in many cases.
Thickness: 10–25 µm for general corrosion protection; 25–75 µm for severe wear or aggressive environments; even higher thicknesses are used in dimensional restoration and engineering applications. Heat treatment can increase hardness and modify microstructure.
Other Common Plating Metals
In addition to the major types above, job shops may also offer:
- Cadmium plating (subject to restrictions in some regions): sacrificial coating with good lubricity and galvanic protection, particularly in aerospace and marine applications.
- Rhodium plating: extremely hard, bright finish with high reflectivity, mainly used in jewelry and some optical components.
- Palladium and palladium‑nickel: alternatives or supplements to gold in connectors and contacts, with good wear resistance and lower material cost than gold per unit thickness.

Process Steps in Commercial Plating Services
Regardless of the metal being deposited, most metal plating services follow a structured sequence of process steps to ensure adhesion, coverage, and consistency. Precise control of each stage is critical.
Surface Preparation and Cleaning
Surface preparation is essential for reliable coating performance. Typical cleaning steps involve:
- Degreasing: removal of oils, lubricants, and organic contaminants using solvent cleaning or alkaline cleaners.
- Alkaline soak cleaning: chemical baths to remove stubborn soils and residues.
- Electrocleaning: anodic or cathodic cleaning to remove embedded contaminants and activate the surface.
- Rinsing: multiple water rinses between each chemical stage to minimize contamination drag‑out.
Improper cleaning is a common root cause of blistering, peeling, and localized corrosion in plated parts.
Activation and Pre‑Plate Treatments
Before plating, many metals require activation to remove oxides and promote adhesion. Examples include:
- Acid activation: light etching in dilute mineral acids to remove surface oxides on steel, copper, and brass.
- Zincate treatment: specialized alkaline zincate solutions to prepare aluminum surfaces for subsequent copper or nickel plating.
- Strike plating: very thin initial layers (e.g., copper strike, nickel strike) applied at special conditions to bond difficult substrates before full‑thickness plating.
Plating Deposition
For electroplating, key process variables include:
- Current density (A/dm²): affects deposition rate, brightness, and distribution.
- Bath composition: metal ion concentration, pH, complexing agents, and additives.
- Temperature: influences deposition rate, grain structure, and stress.
- Agitation: solution movement via air sparging or mechanical means to maintain uniform concentration and temperature around the part.
For electroless plating, the key variables are bath composition, temperature, pH, and loading (surface area per unit bath volume). The deposition rate is chemical in nature and independent of electrical current.
Post‑Treatment, Inspection, and Packaging
After plating, parts may undergo:
- Rinsing and neutralizing to remove residual chemicals.
- Passivation or chromate conversion for zinc and cadmium to enhance corrosion resistance.
- Baking to relieve hydrogen embrittlement in high‑strength steels (commonly 190–230 °C for several hours within a defined time after plating).
- Polishing, buffing, or brushing for decorative finishes.
- Sealing or topcoats to reduce porosity or tarnishing (e.g., anti‑tarnish on silver, organic sealers on zinc).
Inspection frequently includes thickness verification (X‑ray fluorescence, coulometric methods), visual checks for defects, adhesion tests (tape test, bend test), and corrosion testing for qualification or periodic verification.
Cost Factors in Metal Plating Services
Plating cost is influenced by several variables beyond the metal price. Understanding these factors helps in comparing quotes and optimizing specifications for cost and performance.
Calculate Your Metal Plating Cost
Metal Plating Cost Calculator
This calculator estimates plating time, current, deposited metal weight, and direct costs (material + electricity + optional labor) based on Faraday's laws and typical plating parameters.
Notes:
• Defaults update automatically when you change the metal (typical current density, efficiency, voltage, and approximate metal price).
• Metal prices are rough averages recent years and fluctuate daily — check current market prices (e.g., LME, Kitco).
• Chromium plating material cost is primarily chromic acid/chemicals, not pure chromium metal — set price low or to 0 if desired.
• Electricity cost varies by location (typical range 0.10–0.30 $/kWh).
• This estimates direct variable costs only. Real quotes include setup, masking, pretreatment, waste treatment, overhead, and profit margin.
• Typical ranges: Copper CD 1–10 A/dm², Nickel 2–6, Silver 1–5, Gold 0.5–2, Chromium 10–50.
Primary Cost Drivers
- Plating metal and thickness: precious metals and thick functional coatings significantly increase cost.
- Part geometry and size: complex shapes require more handling, fixturing, and often result in lower material utilization efficiency.
- Batch size and repetition: setup time per run is amortized over the number of parts; recurring production is usually more economical than one‑off jobs.
- Process complexity: multi‑layer systems, strict masking requirements, and special post‑treatments add labor and machine time.
- Quality and documentation requirements: certification to specific standards, detailed inspections, and traceability increase overhead.
Indicative Cost Ranges by Plating Type
The following table shows indicative relative cost trends for typical commercial jobs (small to medium components) for reference only. Actual pricing varies by region, supplier, volume, and technical requirements.
| Plating Type | Typical Thickness Range | Relative Cost Level (per unit area) | Typical Use Emphasis |
|---|---|---|---|
| Zinc plating | 5–25 µm | Low | Economical corrosion protection for steel hardware |
| Zinc‑nickel plating | 5–20 µm | Low–Medium | Enhanced corrosion resistance in automotive and industrial |
| Bright nickel (decorative) | 5–15 µm | Medium | Decorative and moderate corrosion protection |
| Hard chrome | 10–500 µm | Medium–High | Wear, low friction, dimensional restoration |
| Electroless nickel (medium P) | 10–50 µm | Medium–High | Uniform coverage, wear, and corrosion resistance |
| Tin plating | 2–25 µm | Low–Medium | Solderability and electrical terminations |
| Copper plating | 5–100+ µm | Low–Medium | Underplate, conductivity, and leveling |
| Silver plating | 2–25 µm | Medium–High | Power contacts, RF components |
| Gold plating (hard or soft) | 0.5–5 µm | High–Very High | High‑reliability connectors, high‑value decorative |
In many cases, reducing thickness to the minimum that meets functional requirements, simplifying masking, and standardizing finishes across product lines can significantly reduce overall plating costs.
Typical Applications by Metal Plating Type
Metal plating services are applied across multiple industries. Different metals and layers address specific property requirements such as corrosion resistance, wear, conductivity, and appearance.
Automotive and Heavy Equipment
Common plating uses include:
- Zinc or zinc‑nickel on fasteners, brackets, brake components, and chassis parts to withstand road salts and environmental exposure.
- Hard chrome on piston rods, shock absorbers, and hydraulic cylinder rods for wear and corrosion resistance.
- Nickel and chrome on trim, handles, and decorative elements for appearance and surface durability.
Specifications in this sector often reference standard test requirements such as neutral salt spray hours and cyclic corrosion performance for coated assemblies.
Electronics and Electrical Hardware
Plating is critical for reliable interconnections and signal performance:
- Tin plating on terminals, PCB edge connectors, and component leads for solderability and adequate contact performance in many applications.
- Gold plating on high‑reliability connectors, card edge contacts, and switch contacts where low, stable contact resistance is required over long service lives.
- Silver plating on RF connectors, waveguides, and power contacts for high conductivity and RF performance.
- Copper plating in printed circuit board manufacturing, through‑hole plating, and bus bars.
In electronics, plating specifications frequently define composition, thickness, underplates, porosity limits, and storage/handling practices to maintain surface characteristics.
Aerospace and Defense
In aerospace and defense components, plating services support weight reduction, environmental resistance, and precise fit:
- Electroless nickel for uniform coverage on complex parts, corrosion protection, and wear resistance.
- Cadmium (where permitted) or zinc‑nickel for threaded fasteners and structural hardware requiring sacrificial protection and controlled torque/tension behavior.
- Hard chrome for landing gear, actuators, and hydraulic components.
Process control, traceability, and adherence to detailed specifications and standards are typically stringent in this sector.
Oil, Gas, and Chemical Processing
Plating is used to resist corrosion and wear in aggressive environments:
- High‑phosphorus electroless nickel on valves, pumps, and downhole tools for resistance to corrosive media.
- Hard chrome or thick electroless nickel on sliding and rotating surfaces.
- Specialized alloy platings where contact with sour gas or aggressive chemicals occurs.
Thickness and uniformity are important because localized thin areas may become early failure points under corrosion or erosion.
Food, Medical, and Sanitary Equipment
Plating is used where cleanliness, corrosion resistance, and regulatory compatibility are critical:
- Nickel and chrome on food processing machinery where smooth surfaces are easier to clean.
- Electroless nickel and stainless base materials for components exposed to cleaning agents and disinfectants.
- Silver in some antimicrobial and specialized medical applications, depending on regulatory requirements.
Surface roughness, porosity, and cleanability often receive as much attention as corrosion resistance in these applications.
Decorative and Architectural Use
Decorative plating enhances appearance while providing some degree of corrosion and wear protection:
- Nickel‑chrome systems for fixtures, handles, lighting, and architectural hardware.
- Copper‑nickel‑chrome stacks for improved corrosion performance in outdoor environments.
- Gold, rhodium, and other precious metals in jewelry, watches, and high‑value decorative objects.
Color, gloss, and visual uniformity are major assessment criteria in addition to technical performance.

Selection Guidelines for Metal Plating Services
Choosing the appropriate plating service involves aligning requirements in several technical domains. A structured approach reduces the risk of over‑specification or inadequate performance.
Environment and Corrosion Requirements
Key factors include whether the part is used indoors or outdoors, exposure to moisture, salts, chemicals, or elevated temperatures, and expected service life. For example:
- Indoor dry environment: zinc, nickel, and decorative finishes may suffice at moderate thickness.
- Outdoor or marine exposure: thicker zinc, zinc‑nickel, high‑phosphorus electroless nickel, or multi‑layer nickel‑chrome systems may be required.
- Chemically aggressive environments: electroless nickel with appropriate phosphorus content or specialized coatings specified after compatibility review.
Mechanical, Wear, and Dimensional Considerations
For moving parts, gears, and sliding surfaces, hardness and friction matter. Hard chrome and heat‑treated electroless nickel are common solutions. Dimensional change from plating thickness must be included in component tolerancing, especially when plating the inside and outside of critical features.
Clearances, fits, and post‑machining steps (e.g., grinding after hard chrome) should be defined during design to avoid interference or excessive looseness in assemblies.
Electrical and Thermal Performance
Where electrical conductivity and stable contact resistance are critical, the choice between tin, silver, gold, or palladium‑based finishes is typically driven by current levels, switching frequency, and reliability targets:
- High current and power distribution: silver or heavy copper/silver systems with controlled thickness.
- Signal contacts and data connectors: gold over nickel, sometimes with palladium‑nickel underlayers, at precisely defined thickness.
- Standard interconnects: tin plating on a suitable underplate provides a cost‑effective solution.
Base Material and Adhesion
Different substrates require different pre‑treatments and underplates:
- Steel: typically straightforward, but high‑strength steels require hydrogen embrittlement relief baking.
- Aluminum: requires zincate treatment and often copper or nickel underplates before final plating.
- Copper and brass: need oxide removal and possibly a nickel barrier to prevent diffusion into final finish layers.
- Plastics: need surface roughening and activation (e.g., palladium‑based) before metallization and subsequent plating.
Specifying appropriate underplates and pre‑treatments improves adhesion and long‑term coating stability.
Quality Standards and Documentation
Plating services often reference widely used standards and guidelines for thickness, adhesion, and performance. While exact standards vary by region and industry, typical specification elements include:
- Plating metal and alloy composition.
- Minimum, nominal, and maximum thickness with sampling plans.
- Adhesion test method and acceptance criteria.
- Corrosion test method and required performance level.
- Surface finish criteria such as roughness, gloss, and appearance requirements.
Clear documentation helps the plating service provider design appropriate process routes, fixturing, and quality checks.
Typical Issues When Using Metal Plating Services
Users of metal plating services frequently encounter recurring issues. Recognizing these allows design and procurement teams to reduce risk during planning.
Dimensions and Tolerances After Plating
Plating adds measurable thickness to surfaces. For example, a 25 µm coating on a cylindrical shaft increases the diameter by 50 µm. Without allowance for this change, parts may not fit mating components. Common mitigations are:
- Specifying pre‑plate dimensions that account for the coating build‑up.
- Using localized masking where plating must be avoided.
- Grinding or honing after thick functional platings like hard chrome.
Hydrogen Embrittlement in High‑Strength Steels
During electroplating and pre‑treatment, hydrogen can be absorbed into high‑strength steels, raising the risk of delayed cracking. To reduce this risk:
- Identify steels above critical strength thresholds.
- Require post‑plate baking within specified time windows.
- Ensure the plating provider follows established practices for baking and operational controls.
Corrosion or Tarnish Not Matching Expectations
If thickness, passivation, or storage conditions are not aligned with the actual environment, parts may corrode or tarnish faster than expected. Matching salt spray and environmental assumptions to real conditions and using appropriate topcoats or sealers can reduce such discrepancies.
Comparison of Common Plating Choices by Function
The following table summarizes typical choices for common functional requirements, indicating frequently used options rather than exhaustive coverage.
| Primary Requirement | Common Plating Options | Notes on Selection |
|---|---|---|
| General corrosion protection for steel hardware | Zinc; zinc‑nickel; zinc with chromate | Thickness and passivation type selected based on environment and life requirement. |
| Wear resistance for sliding surfaces | Hard chrome; electroless nickel (low or medium P) | Final dimensions often achieved by machining after plating; hardness may be increased by heat treatment. |
| Uniform coating on complex geometry | Electroless nickel (various P levels) | Preferred when uniform thickness is more critical than localized thickness control via current distribution. |
| Solderability in electronics | Tin; tin over nickel; sometimes silver | Control of storage time and environment helps maintain solderability. |
| High‑reliability electrical contact | Gold over nickel; palladium‑nickel with gold flash | Thickness specified according to mating cycles and environment; underplate controls diffusion and porosity. |
| Decorative finish with corrosion protection | Copper‑nickel‑chrome systems | Multi‑layer systems improve corrosion performance and appearance stability. |
| Barrier layer to prevent diffusion | Nickel under gold or silver; copper under nickel | Used in multi‑layer stacks to maintain surface composition and properties. |

Practical Considerations When Working with Plating Service Providers
Effective collaboration with metal plating service providers improves quality, cost, and delivery performance. Several practical points can help during quotation and production.
Information to Include in RFQs and Drawings
To obtain accurate quotes and consistent results, RFQs and technical drawings should include:
- Base material, including grade and heat treatment condition.
- Plating type, composition (if specific), and layer sequence (e.g., copper‑nickel‑chrome).
- Thickness targets and tolerances with any critical surfaces highlighted.
- Masking requirements and indications of no‑plate areas.
- Required inspection methods and acceptance criteria.
- Any hydrogen embrittlement relief baking requirements.
- Applicable standards or internal specifications.
Providing sample parts or prototypes can help clarify expectations regarding appearance and finish level.
Batch Size, Fixtures, and Lead Time
Plating facilities typically organize work by batch size and similar process requirements. Lead time is influenced by:
- Part count and per‑part handling needs.
- Fixturing design and production, especially for complex or large parts.
- Bath availability and sequencing for multi‑step plating processes.
Early discussion with the service provider can align production schedules and avoid unexpected delays due to fixturing or qualification runs.
FAQs on Metal Plating Services
What types of metal plating services are available?
Common types include electroplating, electroless plating, anodizing, galvanizing, and immersion plating, each suited for different materials and performance requirements.
Which metals can be plated?
Steel, aluminum, brass, copper, stainless steel, and various alloys can all be plated depending on the chosen process and surface preparation.
How do I choose between electroplating and electroless plating?
Electroplating is generally more economical and offers a wide variety of finishes when current distribution is acceptable and the part geometry is simple or can be effectively racked. Electroless plating provides uniform thickness on complex shapes, internal passages, and blind holes without the need for electrical contact, making it suitable when uniform coverage is critical. Selection should consider geometry, uniformity requirements, cost, and the specific material system.
How is plating thickness verified?
Common methods include X‑ray fluorescence (XRF) for non‑destructive measurement on finished parts, coulometric thickness testers for precise but localized measurements, and cross‑sectional microscopy for detailed analysis typically used in qualification or failure investigations. The chosen method depends on the layer system, thickness range, and required inspection frequency.
