
Fundamentals of Metal Extrusion
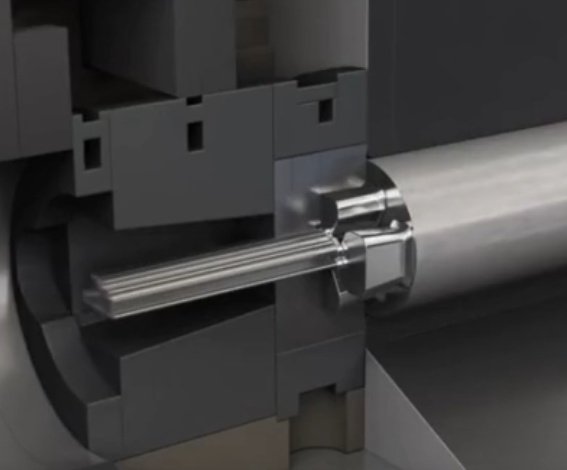
Metal extrusion is a bulk deformation process in which a metal billet is compressed and forced to flow through a shaped opening in a die, producing a continuous profile with a constant cross-section. The process is widely used for aluminum, magnesium, copper alloys and steels to manufacture bars, tubes, shapes and complex profiles with high dimensional accuracy.
During extrusion, the material undergoes intense plastic deformation under high compressive stresses. This promotes good metal flow, refinement of microstructure, and improved mechanical properties compared with casting. The process is highly suitable for long products and profiles that would be uneconomical to machine from solid stock.
Key aspects that define the process include the method of applying force, temperature of operation, lubrication conditions, extrusion ratio, and die design. Controlling these ensures stable metal flow, accurate dimensions and acceptable tool life.
Classification of Metal Extrusion Processes
Metal extrusion can be classified according to direction of metal flow, temperature of operation, mechanical arrangement of equipment and product characteristics.
Direct (Forward) Extrusion
In direct extrusion, the billet and ram move in the same direction during the process. The billet is placed inside a container, and a ram pushes it through the stationary die at the opposite end of the container. This is the most common type used in industry.
Characteristics include:
- High friction at the billet–container interface
- Higher extrusion load compared with indirect extrusion for the same conditions
- Formation of a discarded portion at the end of the billet called the butt
Direct extrusion is suitable for a wide range of profiles and materials, including aluminum alloys, copper alloys and steels. Container and billet lubrication are important to control friction, surface quality and load.
Indirect (Reverse) Extrusion
In indirect extrusion, the die is mounted on a hollow ram and moves relative to a stationary billet. Metal flows in the direction opposite to the ram motion through the die fixed to the moving ram. The container and billet surfaces have no relative motion, leading to lower friction.
Main features include:
- Lower extrusion force for the same extrusion ratio and billet temperature
- Reduced billet heating due to lower friction
- Lower wear on the container and improved surface finish
Indirect extrusion is often used when lower load and improved surface quality are required, and when press design permits a hollow ram structure. Equipment complexity is higher than direct extrusion presses.
Hydrostatic Extrusion
Hydrostatic extrusion uses a pressurized fluid medium to transmit force to the billet. The billet is completely surrounded by a fluid inside a chamber, and pressure is applied through a piston. The fluid eliminates direct contact between the container wall and the billet.
Typical characteristics:
Advantages include very low friction, ability to extrude brittle materials and fine-grained products. Limitations are associated with sealing high-pressure fluids, complexity and cost of equipment, and constraints on operating temperature due to fluid stability.
Hot, Warm and Cold Extrusion
Classification by temperature is based on the fraction of the melting temperature or recrystallization temperature at which extrusion is carried out:
Hot extrusion is performed at elevated temperatures, typically above the material’s recrystallization temperature. It significantly reduces flow stress and allows larger extrusion ratios. It is widely used for aluminum alloys (approx. 400–500 °C), magnesium alloys and steels (approx. 1000–1250 °C depending on grade).
Warm extrusion is performed at intermediate temperatures where some advantages of hot extrusion (reduced flow stress) are achieved while maintaining better dimensional accuracy and surface finish than fully hot extrusion.
Cold extrusion is performed at or near ambient temperature. It provides precise dimensions, good surface finish and strain hardening but requires higher forces. It is used for carbon steels, low alloy steels, aluminum and copper alloys to manufacture components such as fasteners, shafts and sleeves.
Core Components and Equipment
Metal extrusion requires a coordinated system of mechanical, hydraulic and tooling components to transmit force, contain metal flow and shape the product. The main elements are the extrusion press, container, die, tooling and handling systems.
Extrusion Press Types
Presses are commonly hydraulic, mechanical or screw type. For most industrial metal extrusion, hydraulic presses are used due to their ability to deliver high forces with precise control over ram speed and pressure. Press capacity is typically specified in terms of maximum force, for example 10 MN, 20 MN, 35 MN or higher.
The press frame must withstand high axial loads and maintain alignment between ram, container and die. The drive and control system should allow controllable ram speed variations during billet upsetting, extrusion and run-out phases.
Container and Billet Tools
The container provides a rigid enclosure to guide the billet and resist radial pressure during extrusion. It must maintain a close-fit bore to achieve acceptable metal flow without excessive friction or tool wear. Typical designs incorporate removable container liners made of alloy tool steels for easier replacement and maintenance.
The billet is either solid or hollow, depending on the product. Billet metallurgy, homogenization and surface condition directly influence metal flow, surface finish and defect formation. For hot extrusion, billets are usually preheated using gas or induction furnaces to a uniform temperature before loading into the container.
Handling and Run-out Systems
After exiting the die, the hot extrudate is supported by run-out tables, cooling systems (air or water), stretching equipment and saws. These auxiliary systems are essential for maintaining straightness, controlling cooling rate and cutting profiles to required length while preserving dimensional tolerances.
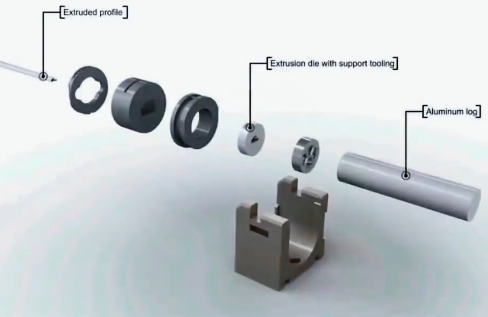
Die Design and Tooling Considerations
Extrusion die design is central to achieving desired product shape, dimensional tolerance and surface quality while controlling load, metal flow and tool life. Die geometry, material and heat treatment must be selected in relation to alloy, temperature and press capability.
Types of Extrusion Dies
Common die types include:
- Solid dies for solid profiles such as bars, angles, channels and custom shapes
- Hollow dies for tubes and profiles with internal cavities, using bridge or porthole configurations
- Multi-hole dies to produce multiple small sections simultaneously
In hollow dies such as porthole dies, metal flow is split by bridges, welded in a welding chamber, and then shaped to final dimensions. The design of welding chambers is important for weld integrity and flow balance.
Die Geometry and Flow Control
Die entry angle, bearing length, land width and transition radii directly affect metal flow and pressure distribution. Poorly balanced die geometry can cause uneven flow, distortion, internal defects or surface tearing.
Key geometric aspects:
Die angle: Influences flow path length and pressure; too steep angles may increase flow in certain areas causing distortion, while very shallow angles may raise overall load.
Bearing length: Bearing regions provide final sizing and flow control. Longer bearings slow metal flow and reduce dimensional variation but increase friction and die wear. Bearing lengths are often adjusted locally around the profile to balance flow to thin and thick sections.
Fillet radii and transitions: Adequate radii minimize stress concentration and dead-metal zones, improving metal flow and reducing risk of die cracking.
Tooling Materials and Heat Treatment
Tool steels for extrusion dies and containers must withstand high compressive stress, cyclic thermal loads and abrasive wear. Common choices are hot-work tool steels with high temper resistance, such as H13 for aluminum hot extrusion. For steel extrusion, higher hot hardness and thermal fatigue resistance are required.
Heat treatment typically consists of austenitizing, quenching and tempering to develop a balance of hardness, toughness and dimensional stability. Die surface hardness must be sufficient to resist wear while avoiding excessive brittleness that could lead to cracking.
Process Parameters and Their Influence
Extrusion quality and productivity depend on the control of process parameters such as extrusion ratio, temperature, ram speed, friction conditions and billet length. Systematic selection and monitoring are essential for stable operation.
Extrusion Ratio and Deformation
The extrusion ratio (also called reduction ratio) is defined as the ratio of initial cross-sectional area of the billet to final cross-sectional area of the extruded product. Higher extrusion ratios result in greater deformation, refinement of microstructure and improved mechanical properties, but also higher required pressure and die loading.
Industrial ranges vary depending on material and press capacity. Excessive extrusion ratios may lead to overheating, surface defects or die failure, while too low ratios may not provide desired refinement or surface quality.
Temperature and Ram Speed
Temperature strongly influences flow stress, friction and microstructural evolution. For hot extrusion, the billet temperature must be high enough to ensure adequate plasticity while avoiding incipient melting, coarse grain growth and excessive oxidation.
Ram speed affects strain rate and temperature rise due to deformation work. Higher speeds increase throughput but also raise the risk of flow instability, internal defects or surface tearing. Optimal speed is defined by the combination of alloy, billet size, die design and press capability.
Lubrication and Friction
Friction at the billet–container interface and at the die bearing surfaces contributes significantly to extrusion load, billet heating, tool wear and surface quality. Lubricants must withstand operating temperatures and pressures and be compatible with the alloy.
For hot extrusion of aluminum, glass-free synthetic lubricants or lubricated container liners are often used. For hot steel extrusion, glass lubricants are common due to their high-temperature stability and ability to form protective films that reduce friction and wear.
Materials and Alloy Considerations
Material selection for extrusion must consider formability, flow stress, extrusion temperature, susceptibility to defects and final property requirements. Aluminum and its alloys represent one of the largest application areas, but other metals are also extensively extruded.
Commonly Extruded Metals
Typical materials include aluminum alloys, magnesium alloys, copper and copper alloys, carbon and alloy steels, stainless steels, titanium alloys and nickel-based alloys. Each group has characteristic extrusion temperatures, flow stress behavior and sensitivity to defects such as cracking or segregation.
| Material | Typical Extrusion Temperature Range (°C) | Remarks |
|---|---|---|
| Aluminum alloys (6xxx series) | 450–520 | Common for architectural and structural profiles |
| Aluminum alloys (7xxx series) | 400–470 | High-strength; careful temperature control required |
| Magnesium alloys | 300–450 | Good extrudability; sensitive to oxidation |
| Copper and brass | 600–900 | Used for rods, bars and tubes |
| Carbon and low alloy steels | 1000–1250 | High flow stress; high press forces needed |
| Stainless steels | 1100–1250 | Higher strength; attention to die materials |
Microstructure and Mechanical Properties
During hot extrusion, the intense deformation and high temperature often promote dynamic recrystallization, resulting in a fine, equiaxed grain structure. This can improve toughness, ductility and fatigue resistance. For cold extrusion, strain hardening increases strength and hardness, which may be beneficial for many components but may require intermediate annealing for complex shapes.
Subsequent heat treatments such as solution treatment and aging for aluminum alloys or quenching and tempering for steels are often applied after extrusion to meet final property requirements.
Product Types and Applications
Extrusion enables a wide spectrum of product geometries and sizes. The process is particularly effective for long, constant-cross-section profiles where tooling cost can be distributed over large production volumes.
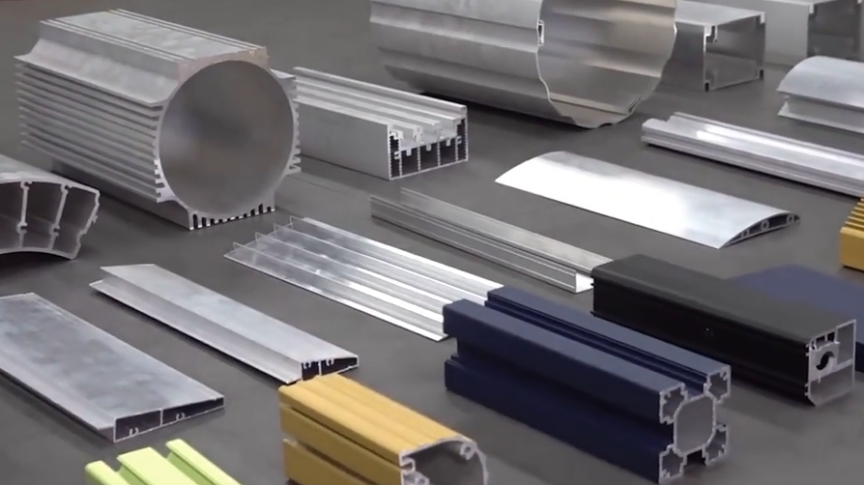
Solid Profiles and Structural Shapes
Common products include bars, rods, angles, channels, tees, I-beams, and custom structural shapes. In aluminum construction, extruded profiles are extensively used for window frames, curtain walls, partitions and support systems. Precise cross-sections allow direct assembly without extensive machining.
Tubes and Hollow Profiles
Extruded tubes can be produced as seamless or porthole welded products. Hollow profiles may include multiple cavities, stiffening ribs and integrated features such as screw ports and channels. Applications cover heat exchangers, automotive components, frames and conduits for cables and fluids.
Near-Net-Shape Components
Cold extrusion and warm extrusion are used to produce components close to final shape, such as gears, spline shafts, fasteners, bearing races, and sleeves. This reduces machining time, saves material and improves the consistency of mechanical properties along the component.
Design Guidelines for Extruded Parts
Design for extrusion aims at enabling uniform metal flow, minimizing defects and simplifying tooling while meeting functional requirements. Certain geometric rules and dimensional limits should be observed to make extrusion efficient and reliable.
Wall Thickness and Section Uniformity
Very large differences in section thickness lead to uneven metal flow, causing distortion, internal stresses or surface defects. Designers should keep wall thickness as uniform as possible and avoid abrupt changes. When transitions are necessary, they should be gradual with generous radii.
Minimum wall thickness depends on alloy, press capability, die design and profile dimensions. Thin sections require careful control of bearing length and press speed to avoid tearing or incomplete fill.
Corner Radii and Fillets
Sharp corners in the profile increase die stress and promote crack initiation. Internal and external corners should be rounded with adequate radii. Fillets facilitate metal flow, reduce die wear and improve fatigue performance of the extruded product.
Tolerances and Straightness
Extrusion can achieve tight dimensional tolerances, but they must be realistic for the alloy, profile complexity and press system. Straightness is influenced by temperature gradients, uneven cooling and residual stresses. Stretching or straightening operations may be required after extrusion and cooling to meet straightness specifications.
Process Flow from Billet to Finished Profile
The production route for an extruded metal product consists of a sequence of interconnected steps. Each step must be controlled to avoid defects that may not be correctable later in the process.
Billet Preparation and Preheating
Billets are cut from cast logs or ingots, and surfaces may be scalped or machined to remove oxides and segregation. For aluminum extrusion, homogenization heat treatment of the cast log is common to dissolve segregated phases and achieve a uniform structure.
Preheating to the required extrusion temperature is performed using gas-fired furnaces, induction systems or a combination. Temperature uniformity along the billet length and across its cross-section is critical to maintain consistent flow during extrusion.
Extrusion Operation
The billet is loaded into the container and aligned with the die. The press applies force through the ram, upsetting the billet and filling the container. Once sufficient pressure is reached, metal flows through the die, forming the profile. Ram speed is usually adjusted between start-up and steady state stages to control flow and temperature rise.
At the end of extrusion, a butt remains in the container. It contains impurities, oxides and non-uniformly deformed material, and is discarded. In continuous operations, the next preheated billet is loaded rapidly to maintain productivity.
Cooling, Stretching and Cutting
The extruded product is guided along run-out tables where it is cooled by air or water sprays. Cooling rate affects microstructure and mechanical properties. After sufficient cooling, the profiles are stretched to remove longitudinal curvature and correct residual stresses. Finally, the profiles are cut to required lengths using saws or shears.
Post-Extrusion Heat Treatment and Finishing
Many extruded alloys require heat treatment to develop final properties. For age-hardenable aluminum alloys, solution heat treatment, quenching and artificial aging are used. Surface finishing processes such as anodizing, painting or mechanical polishing are applied to improve corrosion resistance and appearance.
Process Control, Monitoring and Quality
Consistent extrusion quality relies on systematic control of process variables, monitoring of equipment condition and verification of product characteristics. Data from each run must be linked to billet, die and press settings to identify and correct deviations.
Key Process Variables to Monitor
Important variables include:
- Billet temperature and temperature distribution before extrusion
- Container and die temperature
- Ram speed and ram travel
- Extrusion pressure and load curve during each stroke
- Extrudate exit temperature
Online measurement of profile dimensions, surface quality and straightness may be implemented for automated feedback control, depending on production scale and technical requirements.
Dimensional and Mechanical Quality Control
Dimensional checks typically use calipers, gauges, coordinate measuring machines and optical systems to confirm cross-sectional geometry and tolerances. Mechanical property tests such as tensile testing, hardness measurements and fatigue testing confirm that the process and heat treatment have achieved the desired performance.
Metallographic examination is used to investigate grain structure, recrystallization behavior and presence of defects such as non-metallic inclusions or weld-line weakening in hollow profiles.
Typical Defects, Causes and Prevention
Various defects can occur during metal extrusion, affecting surface finish, internal integrity and dimensional accuracy. Understanding their causes helps establish effective preventive measures.
| Defect | Typical Causes | Mitigation Measures |
|---|---|---|
| Surface tearing or hot shortness | Excessive exit temperature, too high ram speed, poor lubrication, inappropriate alloy temperature | Reduce ram speed, optimize billet temperature, improve lubrication, adjust die design for smoother flow |
| Pipe or central cavity | Non-uniform metal flow, excessive friction, poorly designed die angle | Optimize die geometry, reduce friction, improve billet heating uniformity |
| Wavy surfaces or twist | Uneven metal flow across the section, unbalanced die bearing lengths | Modify bearing lengths, adjust die design for balanced flow, control temperature distribution |
| Internal weld-line weakness (hollow profiles) | Insufficient pressure and temperature in welding chamber, contamination, improper chamber design | Optimize porthole die design, maintain proper extrusion temperature and speed, ensure billet cleanliness |
| Surface laps and folds | Dead-metal zones, sudden changes in cross-section, poor die design | Eliminate sharp transitions, provide adequate fillet radii, improve die entry geometry |
| Dimensional deviations | Thermal expansion of tools, die wear, unstable process parameters | Compensate for thermal expansion in die design, monitor die wear, stabilize temperature and speed |
Maintenance of Dies and Tooling
Regular inspection of dies, containers and auxiliary tools is essential for defect prevention. Measures include checking for surface wear, cracks, distortion and thermal fatigue damage. Dies are often refurbished by re-machining bearing surfaces, polishing flow paths and re-heat-treating if necessary, within allowable dimensional limits.

Practical Issues and Considerations in Extrusion Operations
In industrial practice, several recurring issues can affect cost, productivity and product performance. Addressing these systematically is critical for reliable operation.
High tool wear is a common concern in hot extrusion, especially for high-strength alloys and steel. Excessive wear leads to dimensional drift, surface defects and unplanned downtime for tool replacement. Optimizing die material, heat treatment, lubrication and operating temperature helps reduce wear.
Balancing complex profiles is another difficulty. Thin features and large asymmetries in cross-section can cause distortion, twist and uneven properties. Detailed flow analysis and iterative die modification are often required to achieve uniform flow. For new profiles, trial runs and small adjustments in bearing lengths are typically necessary before full-scale production.
Control of billet and die temperature in high-throughput operations can be challenging. Inconsistent heating, variable cycle times and insufficient cooling between strokes cause variations in exit temperature and mechanical properties. Implementing accurate temperature measurement and adapting press speed and billet preheating in real time helps maintain stability.
Safety and Operational Considerations
Extrusion involves high forces, elevated temperatures and moving equipment, requiring rigorous safety practices. The press area must be protected to prevent access to moving components during operation. Interlocks, guards and emergency stop systems are essential.
Billet handling, loading and scrap removal should be mechanized where possible to minimize manual intervention near hot surfaces. Operators must be trained to recognize abnormal sounds, vibrations or pressure patterns that may indicate equipment malfunction or die failure.
For hot extrusion, thermal protection, proper ventilation and control of fumes from lubricants and coatings are important. Regular inspection of hydraulic systems, tie rods and press frames is necessary to avoid catastrophic failures.
Conclusion
Metal extrusion is a versatile and technically demanding forming process capable of producing a wide range of solid and hollow profiles with efficient material utilization and desirable mechanical properties. Its effectiveness depends on thorough understanding of process fundamentals, appropriate selection of equipment and tooling, careful control of process parameters, and disciplined quality monitoring.
By integrating robust die design, disciplined billet preparation, stable temperature management and systematic inspection, extrusion operations can deliver high-quality products suitable for demanding structural, mechanical and functional applications across multiple industries.
FAQ
What is metal extrusion?
Metal extrusion is a manufacturing process where a metal billet is forced through a shaped die to create continuous profiles with a fixed cross-section, such as rods, tubes, and custom shapes.
What materials are commonly used in metal extrusion?
Aluminum, steel, copper, brass, magnesium, and various alloys are frequently used due to their formability and mechanical properties.
What is the difference between hot and cold metal extrusion?
Hot metal extrusion is performed at elevated temperatures to improve ductility and reduce force requirements, while cold metal extrusion is done at room temperature for tighter tolerances and better surface finish.
What are the advantages of metal extrusion?
It offers high material utilization, consistent cross-sections, good mechanical strength, cost efficiency for long runs, and the ability to create complex profiles.
How do I choose a metal extrusion service provider?
Evaluate their experience, material capabilities, quality certifications, tooling expertise, production capacity, and ability to meet tolerance and lead-time requirements.
