
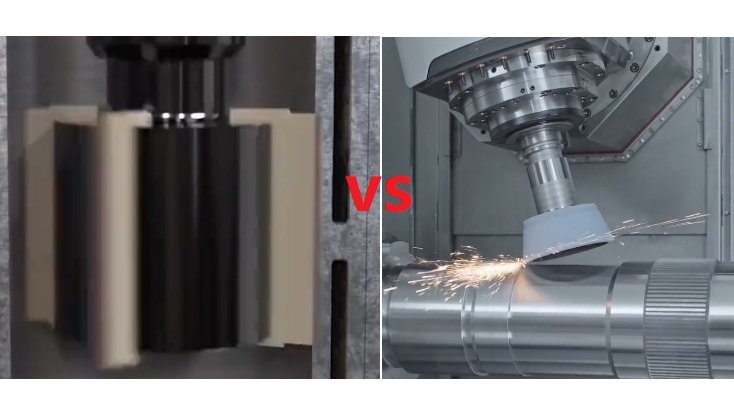
Honing and grinding are two fundamental abrasive machining processes used to shape, size and finish components with high precision. Although both use abrasive tools to remove material, they differ significantly in kinematics, achievable accuracy, surface texture, removal rate and typical applications. Understanding these differences is essential for selecting the right process in production, maintenance and high-precision manufacturing.
Basic Definitions of Honing and Grinding
What Is Grinding?

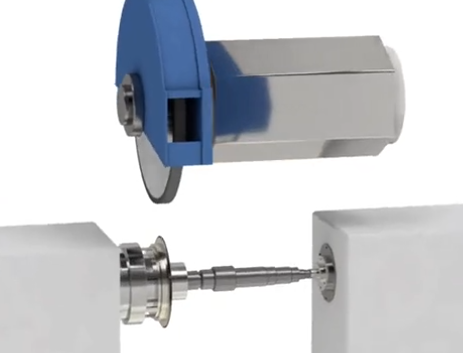
Grinding is a machining process that uses a rotating abrasive wheel to remove material from the surface of a workpiece. Each grain on the wheel acts as a tiny cutting edge. CNC Grinding is commonly used after turning or milling to improve dimensional accuracy and surface finish, or to machine hard materials that are difficult to cut with traditional tools.
Key characteristics of grinding:
- High cutting speed of the grinding wheel
- Relatively high material removal rate compared with other finishing processes
- Suitable for flat, cylindrical, internal, external and complex profiles
- Capable of machining hardened steels, carbides and other hard materials
What Is Honing?
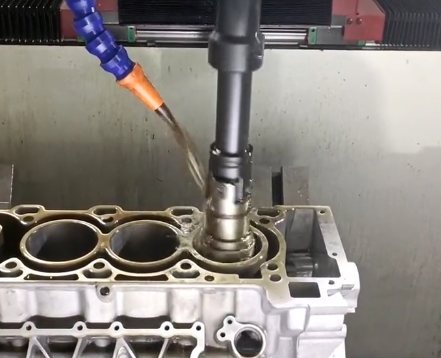
Honing is a low-speed abrasive finishing process, primarily used to improve the geometry and surface finish of internal cylindrical surfaces such as engine cylinders, hydraulic cylinders and precision bores. A honing tool (honing head) equipped with abrasive stones reciprocates axially while rotating slowly, producing a characteristic cross-hatch pattern.
Key characteristics of honing:
- Low cutting speed and small stock removal per pass
- Very fine control of size and roundness
- Improved surface integrity, plateau surfaces and controlled oil-retaining texture
- Typically a final finishing or superfinishing step
Working Principles and Kinematics
Grinding Mechanism
In CNC grinding, the grinding wheel rotates at high speed while the workpiece moves relative to the wheel. Depending on machine type, the workpiece may rotate (cylindrical grinding), reciprocate linearly (surface grinding), or follow a specific contour (profile grinding).
Fundamental aspects:
- Cutting speed: often in the range of 20–80 m/s
- Feed rate: dependent on machine, material and required finish
- Depth of cut: typically small, but larger than in honing for roughing passes
Material removal occurs as abrasive grains penetrate the work surface, shear material and then fracture or wear. The wheel is periodically dressed to restore sharp grains and correct geometry.
Honing Mechanism
Honing relies on a combination of rotational and reciprocating motion. The honing head expands against the bore wall with controlled pressure. Abrasive stones contact the surface, and as the tool rotates and moves axially, the stones trace a helical path, forming cross-hatch lines on the bore surface.
Typical conditions:
- Cutting speed: generally below CNC grinding, often 10–30 m/min at the contact zone
- Stroke speed: controlled reciprocation to achieve desired cross-hatch angle, often 20–45°
- Stone pressure: adjusted to manage material removal and tool wear
Honing removes minor geometric errors (taper, out-of-roundness, waviness) and refines surface texture rather than removing large volumes of material.
Tooling: Grinding Wheels vs Honing Stones
Grinding Wheels
Grinding wheels are typically composed of abrasive grains (aluminum oxide, silicon carbide, cubic boron nitride, diamond) bonded with vitrified, resin, metal or other bonds. Wheel parameters influence cutting behavior, thermal effects and surface finish.
Main parameters:
- Abrasive type (e.g., Al2O3, SiC, CBN, diamond)
- Grain size (coarse for roughing, fine for finishing)
- Hardness grade (soft to hard wheel, determining grain retention)
- Structure (density of grains and porosity)
- Bond type (vitrified, resin, metal, etc.)
Wheel selection is matched to the workpiece material, required removal rate and surface finish. Wheel dressing (truing and sharpening) is a critical part of grinding operations.
Honing Stones and Tools
Honing stones are long, narrow abrasive sticks mounted on a honing head. They are generally softer and more friable than grinding wheels to enable continuous renewal of sharp cutting edges at low speed.
Typical characteristics:
- Abrasive: aluminum oxide, silicon carbide, CBN or diamond
- Bond: often resin or metal bond tailored for controlled breakdown
- Stone pressure control via mechanical or hydraulic expansion
- Multiple stones evenly distributed around the circumference for balanced contact
The honing head may include guide shoes to stabilize the tool in the bore and maintain geometry. Tool design is highly specific to bore diameter, length and required tolerance.

Material Removal Rate and Productivity
Grinding Removal Characteristics
Grinding is widely used both for rough and finish machining of hardened and soft materials. Its material removal rate (MRR) can be significantly higher than honing, especially in external and surface grinding.
Key points:
Grinding can remove stock in the range of several tenths of a millimeter per pass in roughing operations, with high feed rates. It is effective for shaping and finishing in a single setup, particularly on hardened parts where alternative cutting methods may be less economical.
Honing Removal Characteristics
Honing is a low-MRR process. Typical total stock removal is small, often in the range of 0.02–0.25 mm on diameter, primarily to correct geometry and refine the surface generated by previous operations.
Key points:
CNC Honing is usually not used for shaping raw material or for large stock removal. It is integrated at the end of the process chain, where high precision and specific surface properties are required. Cycle time is strongly influenced by initial bore quality; poor pre-machining can significantly extend honing time.
Dimensional Accuracy and Tolerances
Precision in Grinding
CNC Grinding can achieve very tight dimensional tolerances and good form accuracy when properly set up. Common tolerances in precision grinding for diameter or thickness are in the range of ±0.005 mm, and with optimized conditions, even tighter ranges can be achieved.
Grinding is especially effective for ensuring:
- Consistent component size across batches
- Good cylindricity and flatness
- Repeatability in mass production
The main limiting factors are machine stiffness, thermal effects, wheel condition and setup quality.
Precision in Honing
Honing is used when an even higher level of bore accuracy is required. Typical dimensional tolerances on diameter may be ±0.002 mm or better, depending on machine capability, tool design and material.
Honing excels at:
- Correcting out-of-roundness and taper in bores
- Achieving very tight size control across the length of a bore
- Reducing waviness and geometric deviations caused by previous operations
Because the tool makes multi-point contact along the bore, honing can average out localized deviations and generate highly consistent internal geometry.
Surface Finish and Surface Integrity
Surface Roughness in Grinding
Grinding can produce a wide range of surface roughness values, from relatively rough to fine, depending on wheel specification and process parameters. Typical Ra values for finish grinding may range from approximately 0.2 to 0.8 µm. With special wheels and conditions, much lower Ra can be obtained.
Surface integrity considerations include:
- Risk of grinding burns or microcracks due to excessive heat
- Residual stresses introduced by the process
- Possibility of surface damage if wheel is not properly dressed
Careful control of coolant delivery, wheel condition and process parameters is necessary to maintain consistent surface quality.
Surface Roughness and Texture in Honing
CNC Honing is commonly chosen when very fine surface finish and specific surface texture are required. Typical Ra values after honing can be in the range of 0.05 to 0.4 µm, depending on the process and abrasive size.
Distinctive attributes:
- Cross-hatch pattern, with a controlled angle, improving lubrication retention
- Plateau surfaces where peaks are removed and valleys remain, reducing friction and running-in time
- Low risk of thermal damage due to lower cutting speeds
This combination of low roughness and functional texture is particularly important in applications involving seals, pistons, bearings and hydraulic components.
Applications of Grinding
Typical Components and Industries
Grinding is used across many sectors to machine both soft and hardened materials. It is integral in the production of parts where shape, dimension and surface finish are critical.
Typical applications include:
- Flat grinding of machine tool components, plates and dies
- Cylindrical grinding of shafts, spindles, pins, rollers and bearing seats
- Internal grinding of precision bores, bushings and bearing rings
- Tool grinding for cutting tools, drills, mills and inserts
Grinding is common in automotive, aerospace, tooling, bearing manufacture, general engineering and many other fields requiring tight tolerances and high surface quality.
Advantages of Grinding
Key technical advantages of grinding are:
- Capability to machine very hard materials
- Flexibility in shaping simple and complex geometries
- Relatively high productivity for both roughing and finishing
- Good dimensional and form accuracy
These characteristics make grinding a versatile process that can be integrated early or late in the process chain, depending on the component design.
Applications of Honing
Bore Finishing
Honing is specialized in the finishing of internal cylindrical surfaces. It is used when bore quality directly affects sealing performance, sliding behavior or lifetime of the component.
Typical components:
- Engine cylinders and liners
- Hydraulic cylinder tubes and pistons
- Fuel injection system components
- Precision bushings, sleeves and bearing housings
Honing often follows processes such as drilling, reaming, boring or internal grinding to refine geometry and surface characteristics.
Advantages of Honing
Technical advantages of honing include:
- High correction capability for bore geometry (roundness, taper, straightness)
- Fine and functional surface finish with controlled cross-hatch
- Smaller risk of thermal surface damage due to low cutting speeds
- Capability to correct minor errors from previous steps without re-machining the entire part
Because of these benefits, CNC honing is widely used as a final operation in precision hydraulic, pneumatic and internal combustion engine components.
Comparison of Honing and Grinding
| Aspect | Grinding | Honing |
|---|---|---|
| Primary purpose | Shaping and finishing external and internal surfaces | Final finishing and geometry correction of bores |
| Material removal rate | Medium to high | Low |
| Cutting speed | High | Low |
| Typical stock removal | From roughing level to fine finishing | Small stock, often 0.02–0.25 mm on diameter |
| Surface roughness Ra | Approx. 0.2–0.8 µm (finish grinding) | Approx. 0.05–0.4 µm (depending on process) |
| Surface texture | Grinding marks, typically linear patterns | Cross-hatch pattern with controlled angle |
| Typical tolerances | High precision, often around ±0.005 mm | Very high precision, often around ±0.002 mm or better |
| Typical workpiece shapes | Flat, cylindrical, internal, complex profiles | Primarily internal cylindrical bores |
| Tool type | Rotating grinding wheel | Honing head with multiple stones |
| Thermal load on workpiece | Higher; requires careful cooling | Lower; reduced risk of burns |
Pain Points and Practical Considerations
Typical Issues in Grinding
Common problems encountered in grinding operations include:
- Thermal damage (burning) leading to microcracks and reduced fatigue strength
- Dimensional drift due to wheel wear or thermal expansion of the workpiece
- Surface defects such as chatter marks or irregular roughness if parameters are not optimized
Addressing these issues requires careful selection of wheel specification, coolant application, machine rigidity and process parameters, as well as consistent wheel dressing.
Typical Issues in Honing
In honing, typical difficulties are:
- Extended cycle time when incoming hole quality is poor
- Non-uniform cross-hatch angle if stroke speed and rotation are not matched
- Stone loading or glazing if abrasive and coolant are not properly selected
These issues can be reduced through proper pre-machining, correct selection of honing stones and fluids, and regular process monitoring.
Process Selection: When to Use Honing or Grinding
Selection Based on Function and Requirements
Choice between honing and grinding depends on functional requirements of the component, cost constraints and available equipment. In many process chains, both methods are used in sequence, not as alternatives.
General guidelines:
- Use grinding when:
- Significant stock removal is required from hard or soft materials
- External surfaces or flat surfaces need precise size and shape
- A combination of shaping and finishing is needed in one operation
- Use honing when:
- Internal bores require very tight dimensional and geometric tolerances
- Surface must support lubrication, sealing or sliding with low friction
- Final correction of distortions from heat treatment or prior machining is necessary
In many cases, turning or drilling is followed by boring or grinding to achieve near net size, and then honing is applied as the final finishing step.
Typical Parameter Ranges
| Parameter | Grinding (typical range) | Honing (typical range) |
|---|---|---|
| Cutting speed | 20–80 m/s (wheel peripheral speed) | Approx. 10–30 m/min (at bore contact) |
| Feed / stroke speed | Variable, depending on operation | Set to achieve desired cross-hatch angle, often 20–45° |
| Total stock removal | From small finishing amounts to several millimeters in rough grinding | Usually 0.02–0.25 mm on diameter |
| Surface roughness Ra | Approx. 0.2–0.8 µm (finish grinding) | Approx. 0.05–0.4 µm (depending on stone and process) |
| Typical tolerance on diameter | Around ±0.005 mm | Around ±0.002 mm or better |
Cost and Efficiency Considerations
Grinding Cost Aspects
Grinding cost is influenced by wheel consumption, dressing frequency, power consumption, cycle time and coolant management. For larger stock removal on hardened materials, grinding can be more economical than alternative finishing methods because it combines shaping and finishing.
Proper process optimization can reduce wheel wear and improve throughput, but it requires accurate parameter selection and regular maintenance of the machine and wheel conditioning systems.
Honing Cost Aspects
Honing is usually applied only where its benefits justify the additional process step. Its cost is driven by cycle time, stone consumption, honing oil or coolant, machine amortization and automation level.
Because honing removes little material, it becomes cost-effective when used as a targeted finishing step after accurate pre-machining. Improving the quality of pre-machined bores reduces honing time and stone wear, lowering overall cost.
Integration in Manufacturing Process Chains
Typical Process Sequences Involving Grinding
In a typical manufacturing sequence for shafts, tools or flat components, grinding may be used after turning, milling or heat treatment. Surface or cylindrical grinding refines size, shape and finish to the final specification.
Examples:
- Turning → Heat treatment → Cylindrical grinding → Superfinishing (if required)
- Milling → Surface grinding → Lapping (for very tight flatness and finish)
In many cases, grinding represents the last or one of the last metal-cutting operations before inspection and assembly.
Typical Process Sequences Involving Honing
For components with precision bores, honing is usually placed at the end of the process chain. Pre-machining defines the basic bore size and shape, and honing performs fine correction.
Examples:
- Drilling → Boring → Honing
- Casting or forging → Drilling → Reaming → Honing
- Drilling → Heat treatment → Internal grinding → Honing (for very tight tolerances)
Honing is often combined with cleaning operations to remove residual honing oil and abrasive particles before assembly.
Quality Control and Measurement
Inspection After Grinding
Quality control for ground parts focuses on dimensional accuracy, form and surface condition. Common measurement methods include:
- Micrometers and calipers for basic dimensions
- Cylindricity gauges and roundness testers for rotating components
- Surface roughness testers for Ra, Rz and other parameters
- Non-destructive testing for surface cracks when necessary
Measurement results are used to adjust grinding parameters, wheel dressing intervals and coolant settings.
Inspection After Honing
Inspection of honed bores is more focused on internal geometry and surface profile. Typical methods include:
- Air gauges for bore diameter and taper measurement
- Bore gauges for quick in-process checks
- Roundness and straightness measurement with dedicated instruments
- Surface roughness and profile analysis to verify cross-hatch and plateau ratio
Because honing is typically the final finishing step, precise inspection ensures that components meet functional requirements for sealing, lubrication and sliding performance.
Summary of Honing vs Grinding
Grinding is a versatile abrasive machining process suitable for both shaping and finishing a wide variety of external and internal surfaces, particularly in hard materials, with relatively high removal rates and good precision.
Honing is a specialized finishing process for internal cylindrical surfaces, providing very high geometric accuracy and finely controlled surface texture, especially where lubrication, sealing and sliding characteristics are critical.
In many precision manufacturing environments, the two processes are complementary rather than competing. Grinding establishes the general shape and dimension, while honing delivers the final bore quality and surface properties necessary for reliable component performance.
FAQ
What is the main difference between honing and grinding?
Honing focuses on fine surface finishing and accuracy with minimal material removal, while grinding is used for heavier material removal and shaping.
Which process provides better surface finish?
Honing generally provides a smoother and more uniform surface finish compared to grinding.
Is honing only for internal surfaces?
Honing is primarily used for internal bores, but external honing tools also exist for specialized applications.
When should grinding be used instead of honing?
Grinding is preferred when significant material removal, edge shaping, or hard material machining is required.
How do I decide between honing and grinding for a new component?
If the surface is an internal bore with strict demands on sealing, sliding and lubrication, honing is usually selected as the final step. If the requirement is to bring general surfaces to size with good accuracy and finish, grinding is often adequate.
