
Metal CNC machining cost estimation requires understanding how time, material, equipment, and business factors combine into a final part price. This guide explains the structure of CNC machining costs, typical values, and practical methods to estimate prices for metal components with professional accuracy.
Fundamental Cost Structure in Metal CNC Machining
Every CNC machining quote for metal parts can be decomposed into a set of core elements. Recognizing these elements makes estimates transparent and repeatable.
Core cost components typically include:
- Machine time cost (cutting and non-cutting time)
- Material cost (raw metal stock plus yield losses)
- Tooling and consumables (cutters, inserts, coolant)
- Labor (programming, setup, inspection, handling)
- Overhead (rent, utilities, maintenance, management)
- Quality control and documentation
- Margin and contingency
Most estimation workflows transform technical data (geometry, material, tolerances, quantities) into a predictive model of how much machine and labor time is required. That time, multiplied by suitable hourly rates and combined with material and overhead, gives the final unit price.
Key Cost Drivers in Metal CNC Machining
Several technical and commercial factors strongly influence CNC machining cost. Understanding them helps identify cost reduction opportunities and avoid under- or over-estimation.
Calculate Your Metal CNC Machining Cost
Metal CNC Machining Cost Calculator
Note: This is a rough estimate only. Actual CNC machining costs depend on part geometry, features, shop rates, location, and many other factors. Real quotes from services like Xometry, Protolabs, XCM, or local shops can vary significantly. Prices are based on recent market rates (USD).
Material Type and Properties
Metal selection affects both material purchase cost and machining difficulty. Hardness, toughness, thermal conductivity, and work-hardening behavior influence achievable cutting speeds and tool life.
Common impacts:
- Soft, free-machining alloys allow higher cutting speeds and longer tool life, lowering machine and tooling cost.
- Hard or abrasive metals require slower feeds and speeds, more rigid tooling, and frequent tool replacement.
- High-value alloys increase material cost and scrap risk.
Part Geometry and Feature Complexity
Geometry determines machining time as much as material choice. Cost is sensitive to:
Feature density and type: Many small features, deep pockets, thin walls, narrow slots, and complex 3D surfaces require more toolpaths, smaller tools, and reduced stepovers. That increases cycle time and sometimes requires multiple setups or specialized fixtures.
Accessibility: Features hidden inside cavities or requiring long-reach tools limit cutting parameters, extend cycle time, and increase risk of chatter or deflection. Machinists may need extra operations or custom tooling.
Required axes: Parts that truly need simultaneous 4-axis or 5-axis machining will typically use higher-cost equipment with higher hourly rates, though these machines can reduce setups and increase precision.
Tolerance, Surface Finish, and Quality Requirements
Tighter tolerances and fine surface finishes directly drive CNC machining cost:
Typical effects include:
- Tighter tolerances demand slower machining, more passes (roughing plus semi-finishing plus finishing), and careful inspection.
- Fine surface finishes may require specialized tools, smaller stepdowns and stepover, or secondary processes such as grinding, honing, or polishing.
- Extensive inspection (full dimensional reports, PPAP, FAI, traceability) adds labor and sometimes specialized metrology equipment.
Production Quantity and Batch Size
Batch size is one of the most influential commercial parameters. CNC jobs include non-recurring engineering and setup activities that must be amortized over the quantity produced.
Important aspects:
Setup time and cost: Programming, fixture design, machine setup, and first-article verification can span hours. For low quantities, this cost must be allocated to only a few parts, resulting in high unit prices. For large batches, setup cost per part becomes small.
Process optimization: For high volumes, shops can justify dedicated fixtures, specialized tools, and optimized toolpaths, which reduce cycle time and per-part cost. For prototype jobs, they may accept less efficient processing to avoid non-recurring investments.
Lead Time and Scheduling Constraints
Requested delivery time influences how the job fits into a shop’s existing schedule:
Short or urgent lead times may incur rush charges to cover overtime, rescheduling other work, or using premium shipping. Standard lead times allow more efficient scheduling, consolidating similar materials or setups and maximizing machine utilization.
Shop Capabilities and Location
A shop’s equipment, automation level, labor rates, and geographic location affect CNC machining pricing.
Factors include:
Equipment mix: Modern multi-axis machining centers, pallet pools, bar-fed lathes, and automation systems can reduce labor content and cycle time. Their ownership cost is higher, so hourly rates may be greater, but total cost per part can still be lower for suitable work.
Labor and overhead: Wages, facility costs, and regional overhead vary by country and city. These differences are reflected in hourly rates, though differences in productivity and quality systems may offset purely wage-based comparisons.
Machine Hourly Rates and How They Are Built
Machine hourly rate is a key parameter in CNC cost estimation. It represents the cost per productive hour of operating a specific type of machine, before adding material and some overhead components.
| Machine Type | Typical Use | Indicative Shop Rate (USD/hour) |
|---|---|---|
| 3-axis vertical machining center | General prismatic milling | 50 – 100 |
| 4-axis machining center | Indexed multi-side milling | 70 – 130 |
| 5-axis machining center | Complex 3D geometry, fewer setups | 90 – 180 |
| CNC lathe (2-axis) | Turning of round parts | 50 – 100 |
| CNC mill-turn / multi-tasking | Complex turned-milled parts | 90 – 200 |
These ranges are indicative and vary with region, machine age, automation, and corporate structure. A shop determines its internal rate based on:
Capital cost and depreciation: Machine purchase price, financing, and expected service life determine the annual cost of ownership. That cost is distributed over expected annual productive hours.
Maintenance and consumables: Preventive maintenance, repairs, and basic machine consumables (way oil, filters, coolant system upkeep) are factored into the rate.
Labor: Depending on shop policy, a portion of the operator’s time may be included in the machine rate or treated separately as direct labor.
Overhead allocation: Administrative staff, engineering, quality management, utilities, and facility costs are typically apportioned using machine hours or other internal metrics.
Estimating Material Cost for Metal CNC Parts
Material cost is usually the second-largest contributor after machine and labor time. Accurate estimation involves more than raw metal price per kilogram.
Material Selection and Market Price
Different metals vary widely in cost per unit weight. Typical price levels (excluding temporary market fluctuations and specific alloy premiums) are often ordered as follows, from lower to higher:
Aluminum alloys (such as 6061, 6082)
Carbon and low alloy steels (e.g., 1018, 1045, 4140)
Stainless steels (e.g., 304, 316, 17-4PH)
Copper and brass alloys
Nickel-based and titanium alloys
Within each family, alloy grade, tolerance class, and product form (plate, bar, forging, casting) influence cost. Cut-to-size services, certifications, and traceability can also increase the purchase price.
Stock Form, Buy Size, and Material Utilization
Material utilization significantly affects total cost. CNC machining removes material to achieve the final geometry, and the ratio between final part volume and initial stock volume determines how much material is converted to chips.
Key considerations:
Stock form: Plate, bar, sheet, tube, forging, and near-net-shape blanks each have different base costs and utilization rates. For prismatic parts, plate or rectangular bar may be efficient; for rotational parts, round bar is common.
Buy size: Standard stock sizes rarely match ideal blank dimensions. Shops must choose the nearest size that provides sufficient machining allowance while minimizing waste. They may also consider nesting multiple parts in a single plate or bar length.
Scrap handling: Offcuts and chips can be sold as scrap, but at a much lower value than the purchased material. Some shops subtract expected scrap revenue from material cost; others treat it as separate income.
Material Cost Calculation Flow
A typical material cost estimation procedure:
Determine material type and grade.
Define nominal blank size for each part, including clamping and machining allowance.
Compute blank volume and convert to mass using density.
Multiply mass by purchase price per unit mass (plus any cutting, certification, or logistics charges).
Divide total material cost by batch quantity, adjusting for expected scrap and yield.
Machining Time Estimation Methods
Accurate machining time estimation is central to CNC cost prediction. Time models range from simple approximations to detailed, operation-level calculations based on cutting parameters.
CAM-Based Cycle Time Estimation
Computer-aided manufacturing (CAM) systems generate toolpaths and simulate machine movements. Most professional CAM software provides estimated cycle times for each operation.
Considerations for using CAM times:
Post-processor realism: Cycle time accuracy depends on how well the virtual machine configuration matches the real machine’s acceleration, rapid traverse limits, and control behavior.
Included elements: Some CAM times include only cutting moves, while others include rapids, tool changes, and indexing. Estimators often add a percentage to cover additional non-cutting segments.
Validation: Shops commonly compare CAM estimates with actual machine data to derive correction factors.
Analytical Time Estimation Without CAM
When CAM data are unavailable, estimators may use analytical formulas:
For milling, time is approximated by dividing path length by programmed feed rate, plus allowances for rapid moves, tool changes, and setup tasks.
For turning, time is approximated using length of cut, feed per revolution, spindle speed, and any required passes.
These methods require realistic cutting parameters for the particular material, tool diameter, and machine capability. They produce better results when paired with standard operation libraries for common features (holes, pockets, faces, profiles).
Non-Productive Time and Handling
Non-cutting time can be substantial, especially in low-volume work. It includes:
Tool changes: Automatic tool changer operations, tool length probing, and spindle warm-up.
Workpiece loading and unloading: Time to open the machine, exchange parts, clean chips from fixtures, and confirm positioning.
Setup adjustments: Minor adjustments based on in-process measurement or tool wear.
A practical estimation approach adds fixed time per setup and variable time per part for handling, based on the shop’s historical data.
Tooling, Consumables, and Their Cost Impact
Tooling and consumables form a distinct cost element, especially for hard-to-machine metals or large series production. Though often included in machine overhead, for certain jobs they are calculated explicitly.
Tooling Categories
Tooling costs may include:
Cutting tools: End mills, drills, taps, reamers, indexable cutters, turning inserts.
Toolholders and collets: Dedicated holders, shrink-fit tooling, and adapters.
Fixtures: Dedicated fixtures, soft jaws, clamping systems, pallets, and locating pins.
Measuring and setup aids: Probe tips, gages, and checking fixtures if specific to the job.
Estimating Tool Wear Cost
For many estimations, tool wear is approximated by distributing the cost of tools over an expected number of parts they can produce at target quality. For example:
Define expected life of a tool in terms of cutting length, time, or number of parts.
Determine tool cost (including inserts).
Divide tool cost by the number of parts produced in its lifetime.
Sum contributions across all tools used in the process.
In practice, some shops apply a percentage surcharge on machine time (for example, a small percentage of machine cost) to represent tooling and consumable expenses, except in cases where a job clearly requires extraordinary tooling.
Labor, Setup, and Engineering Time
Labor cost includes human activities that machines cannot fully automate. For CNC machining, the most significant are programming, setup, inspection, and handling.
Programming and Process Engineering
Before machining can begin, parts require CAM programming or manual code creation, process planning, and sometimes fixture design. This engineering effort is particularly relevant for complex or safety-critical parts.
Estimation often involves:
Assigning an hourly rate for engineering or programming personnel.
Estimating time needed based on part complexity, number of operations, and similarity to prior jobs.
Allocating this time across the total number of parts in the order or expected lifetime volume.
Machine Setup and First Article
Setup covers preparing the machine for production:
Loading and measuring tools.
Installing and aligning fixtures.
Setting work offsets and verifying orientation.
Running and inspecting the first-off part, making corrections as required.
This is usually treated as a fixed cost per setup. For repeat jobs, setup time may be lower if fixtures and programs are stored and reused.
Inspection and Quality Documentation
Inspection time is driven by quality requirements. It may include:
In-process checks: Measurement of critical dimensions during machining.
Final inspection: Dimensional verification, surface finish checks, and visual inspection.
Documentation: Inspection reports, certificates, traceability records, and customer-specific forms.
Estimation approaches range from adding a small percentage of total machining time to explicitly modeling inspection operations for high-precision or regulated industries.
Overhead Allocation and Profit Margin
Beyond direct machine, material, tooling, and labor costs, a shop must cover overheads and earn profit. Cost estimation must therefore include a systematic approach to overhead allocation and margin setting.
Overhead Components
Overhead typically includes:
Facility costs (rent, property tax, utilities, building maintenance).
General labor (management, administration, sales, non-chargeable engineering).
Insurance, certifications, information systems.
Unproductive time (machine downtime, training, meetings, non-billable work).
Many shops embed overhead into machine hourly rates; others apply an overhead percentage to direct costs. In either case, consistent methodology is important for stable pricing.
Margin and Risk Considerations
Profit margin should reflect market conditions, technical risk, and contractual obligations. Aspects influencing margin include:
Complexity and risk of scrap or rework.
Customer requirements for warranty, documentation, and support.
Stability of demand and the probability of repeat orders.
When estimating, the margin is usually applied to the total cost (direct plus overhead) to arrive at a final selling price.
Practical Step-by-Step CNC Cost Estimation Workflow
A practical estimation workflow integrates the elements described above. The sequence below can be implemented manually or embedded in software-based quoting systems.
1) Technical Data Review
Collect and review all available information:
3D model and 2D drawings with tolerances.
Material grade, heat treatment, and certifications.
Surface finish requirements and coating or plating.
Quantity, batches, and delivery schedule.
2) Process Definition
Define the manufacturing route:
Select machine types (3-axis mill, 5-axis mill, lathe, mill-turn).
Define number of setups and workholding concept.
Identify main operations (facing, roughing, finishing, drilling, tapping, turning, etc.).
3) Cycle Time Estimation
For each operation, estimate machining time using CAM outputs or analytical methods. Include additional allowances for:
Tool changes and rapids.
Part loading and unloading per cycle.
Minor in-process measurement and adjustments.
4) Material Cost Calculation
Determine blank size and stock form. Calculate volume and mass, then multiply by the applicable price per unit mass including cutting and logistics. Divide by planned quantity and adjust for scrap or yield.
5) Tooling and Fixture Cost Assessment
Identify any special tools or custom fixtures needed. Estimate their cost and either:
Amortize over expected lifetime volume (for recurring jobs), or
Include fully in the current quote for one-off work.
6) Setup, Programming, and Inspection Time
Estimate programming and engineering hours. Estimate setup hours per machine and expected inspection time. Multiply by the applicable labor rates and allocate across the order quantity.
7) Aggregate Direct Costs
Sum direct costs:
Machine time cost (machine hours times machine rates).
Direct labor not embedded in machine rate.
Material cost per part.
Tooling, fixture, and consumable cost per part.
8) Apply Overhead and Margin
Add overhead allocation according to the shop’s methodology. Then apply the target profit margin to obtain the final per-piece selling price. Verify that the result aligns with market expectations and internal benchmarks for similar jobs.
Dimensioning, Tolerancing, and Cost Sensitivity
Dimensional tolerances strongly influence machining strategy and inspection intensity. Understanding cost sensitivity to tolerances helps optimize designs and avoid unnecessary precision.
Geometric Tolerances and Datums
Geometric dimensioning and tolerancing (GD&T) specifies relationships between features (position, flatness, parallelism, circularity, etc.). Some GD&T requirements are inexpensive to achieve using appropriate setup and probing; others require extra operations.
Examples of cost-sensitive tolerancing:
Tight positional tolerances on hole patterns may demand precision fixturing, probing, and smaller stepovers.
Strict flatness or perpendicularity across large surfaces may require extra finishing passes or secondary surface grinding.
Surface Finish and Subtractive Passes
Surface roughness parameters (such as Ra) are closely tied to tool selection, cutting parameters, and number of passes. A typical machining strategy may involve:
Roughing pass: high material removal rate, leaving stock for finishing.
Semi-finishing pass: intermediate step to remove most residual stock.
Finishing pass: fine parameters to achieve target surface finish and tolerance.
As required finish becomes finer, finishing passes may need to be slower and more numerous, increasing cycle time and cost.

Cost Differences Between Common Metals
Different metals behave differently under the cutting tool, impacting both time and consumable cost. In addition to raw material price, machinability ratios and tool wear are important.
| Material Family | Relative Raw Material Cost | Machinability Impact | Typical Cost Effect vs. Free-Cutting Steel |
|---|---|---|---|
| Aluminum alloys (e.g., 6061) | Low to medium | High machinability, high cutting speeds | Lower processing cost per hour; often shorter cycle times |
| Carbon steel (e.g., 1018) | Low to medium | Good machinability, moderate tool wear | Baseline for many cost comparisons |
| Stainless steel (e.g., 304, 316) | Medium to high | Work-hardening, lower cutting speeds | Higher cycle time and tooling cost, especially for small tools |
| Titanium alloys (e.g., Ti-6Al-4V) | High | Low thermal conductivity, high cutting forces | Significantly higher machining time and tool wear; careful optimization required |
| Nickel-based alloys (e.g., Inconel) | High | Very challenging machinability | Substantially increased machining and tooling cost |
Common Cost-Related Pain Points and How Estimation Addresses Them
In metal CNC machining projects, certain recurring issues affect both buyers and manufacturers. Effective cost estimation can mitigate these issues.
Unclear or Incomplete Technical Specifications
When drawings lack material details, tolerances, or surface finish information, estimators must make assumptions, leading to potentially inaccurate quotes and subsequent revisions. Systematic estimation frameworks flag missing data and encourage clarifying questions before quoting.
Underestimating Setup and Engineering Work
For small batches or complex parts, setup and programming time can dominate cost. Underestimating these elements results in underpriced jobs and eroded margins. Explicit modeling of setup and engineering time, rather than embedding all cost in machine hours, makes the economics more transparent.
Misalignment Between Design and Manufacturing Capability
Some designs specify tight tolerances or features that conflict with available machine capability or require inefficient processing strategies. When cost estimation highlights unusually high cycle time or tooling cost, it can trigger design-for-manufacturability discussions and adjustments that lower cost.

Cost Optimization Considerations for Designers and Buyers
While cost estimation quantifies expense, adjustments in design and purchasing strategy can reduce that expense without compromising performance.
Material and Geometry Choices
Where functional requirements permit, selecting metals with better machinability or less expensive alloys can reduce both material and machining costs. Simplifying geometry to reduce deep cavities, narrow slots, or unnecessary 3D surfaces shortens cycle time and allows larger, more stable tools.
Tolerance and Finish Rationalization
Specifying tight tolerances and fine finishes only where necessary prevents needless cost escalation. Evaluating each dimension and surface according to its real functional role helps align machining effort with performance needs.
Batch Strategy and Supplier Collaboration
Grouping similar parts, consolidating orders, or planning larger batches can distribute setup costs and justify process optimization. Sharing realistic annual usage and discussing preferred blank forms or design adjustments with suppliers can lead to more economical manufacturing strategies.
Example of a Simplified Cost Calculation Structure
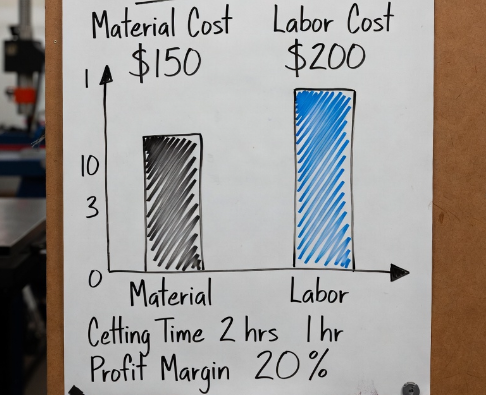
Although every shop has its own cost model, the elements often follow a similar structure. A simplified per-part cost formula can be expressed as:
Per-part cost = (Machine time × Machine rate + Direct labor + Material cost + Tooling cost) × (1 + Overhead factor) × (1 + Margin factor)
In practice, each term is built from detailed inputs described earlier, and overhead or margin may be applied at different levels depending on internal policy.
FAQ
What factors affect metal CNC machining cost and price?
Metal CNC machining cost and price are influenced by material type, part complexity, tolerance requirements, machining time, surface finish, order quantity, and labor rates.
How does material selection impact metal CNC machining cost and price?
Harder metals such as stainless steel or titanium increase metal CNC machining cost and price due to longer machining time and higher tool wear compared to aluminum or brass.
Why does metal CNC machining cost vary between suppliers?
Metal CNC machining cost varies due to differences in equipment, operator experience, overhead expenses, automation level, and geographic location.
Is metal CNC machining cost lower for high-volume production?
Yes, metal CNC machining cost per part decreases for high-volume production as setup, programming, and tooling costs are distributed across more units.
What is the difference between metal CNC machining cost and price?
Metal CNC machining cost refers to the actual production expenses, while price includes profit margin, quality assurance, and supplier service value.
