
CNC machining in China is widely used for prototypes, small batches, and mass production across automotive, aerospace, electronics, medical, and consumer products. Understanding how cost is formed helps buyers evaluate quotes, negotiate effectively, and select the right supplier for their requirements.
This guide explains the main elements that determine CNC machining cost in China, including machine time, labor, materials, tolerances, setup, surface finishing, quality control, and logistics. It also provides indicative cost ranges and practical methods to control and optimize machining costs.
Overview of CNC Machining Services in China
Chinese CNC machine shops range from small job shops to large integrated factories. They offer milling, turning, drilling, tapping, boring, grinding, EDM, and multi-axis machining for metals and plastics. Common applications include functional prototypes, jigs and fixtures, end-use components, and replacement parts.
When sourcing CNC machining in China, buyers typically work with:
- Independent CNC machine shops
- Integrated OEMs with in-house machining
- Trading and engineering companies coordinating multiple factories
Pricing structures vary by supplier type, but the underlying cost drivers are similar. Quotes usually combine machining time, material cost, setup cost, finishing, inspection, and shipping.
Main Cost Components in Chinese CNC Machining
CNC machining cost in China is usually built from several core components:
- Machine and labor time (hourly machining rate)
- Raw material cost and yield (waste, scrap, buy size)
- Setup and programming cost
- Tooling and consumables
- Surface finishing and post-processing
- Quality control, inspection, and documentation
- Packaging and logistics
Each of these elements can change significantly depending on part geometry, tolerances, material, order quantity, and delivery requirements. Understanding how they interact is essential for accurately assessing quotes.
Typical CNC Machining Cost Ranges in China
The following ranges are indicative and depend heavily on region, factory scale, machine type, and complexity. They serve as a reference framework for evaluating quotations, not as fixed prices.
| Cost Element | Typical Range (USD) | Notes |
|---|---|---|
| 3-axis milling machine rate | 10 – 35 per hour | Standard VMC, aluminum or mild steel, general tolerances |
| 4/5-axis milling machine rate | 25 – 60 per hour | Complex geometry and multi-face machining |
| CNC turning machine rate | 8 – 30 per hour | Simple to medium complexity turned parts |
| Program and setup for simple parts | 10 – 80 per setup | Multiple similar parts may share one setup |
| Program and setup for complex parts | 80 – 300 per setup | Multi-setup, multi-axis, or tight tolerance parts |
| Common aluminum alloys (e.g., 6061, 6082) | 2 – 5 per kg | Depends on form (plate/bar) and specification |
| Common stainless steels (e.g., 304, 316) | 3 – 8 per kg | Higher for special grades and small quantities |
| Engineering plastics (e.g., POM, ABS, PC) | 3 – 15 per kg | Varies by polymer and tolerance to moisture/heat |
| Standard anodizing (Type II) for small parts | 0.1 – 0.8 per part | Batch processing; cost depends on quantity and color |
| Basic inspection reports | Included – 30 per order | More for full dimensional or PPAP documentation |
These ranges may vary with exchange rate, minimum order requirements, material availability, and factory utilization. For small batches, minimum charges per order or per setup often dominate the overall price.
Machine Time and Hourly Rate Structure
Machine time is often the largest direct contributor to CNC machining cost. Chinese factories determine hourly rates by combining machine depreciation, shop overhead, labor, tooling, and profit margin.
Machine Types and Complexity Impact
Different machines have different cost structures and productivity levels. Common categories include:
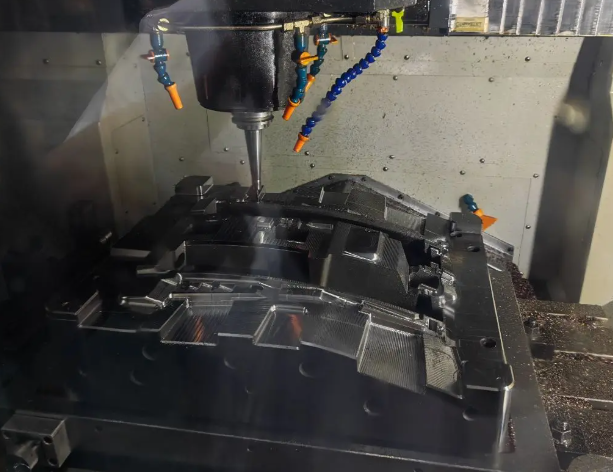
- 3-axis vertical machining centers: Used for most prismatic parts; cost-effective for moderate complexity.
- 4-axis and 5-axis machining centers: Used for complex surfaces, multi-face machining, and reduced fixturing; higher hourly rates but can reduce setups and total time.
- CNC lathes and turning centers: Efficient for rotational parts; cost depends on part diameter, length, and required operations (e.g., live tooling, sub-spindle).
Hourly rates are estimated internally but reflected to buyers as part-level pricing. For cost analysis, it is useful to ask suppliers for estimated machining time per operation or per setup, especially for higher-value parts.
Cycle Time Drivers
Cycle time per part is driven by:
Material removal volume: Large stock removal (e.g., from thick plates or large diameter bars) takes longer and increases tool wear. Roughing strategies, cutter selection, and machine power affect cycle time.
Cutting conditions: Spindle speed, feed rate, depth of cut, and coolant application must match material and tool capability. Harder or gummy materials require slower conditions, increasing time.
Number of setups and operations: Multiple clamping orientations, tool changes, drilling, tapping, boring, and finishing passes add to total time. Integrating operations on multi-axis machines can reduce setups but may use higher hourly rates.
Dimensional and geometric tolerance requirements: Achieving tighter tolerances often requires extra semi-finish and finish passes, slower feeds and speeds, and additional measurements between operations.

Material Selection and Its Influence on Cost
Material cost in China includes raw stock purchase, cutting allowance, and waste. It is influenced by global commodity prices, local supply, and minimum purchase quantities.
Common Metals and Cost Impact
Aluminum alloys (e.g., 6061, 6082, 7075) are widely used. They are relatively easy to machine, resulting in shorter cycle times and moderate tool wear. 6061 is typically the most economical option; 7075 is more expensive and more demanding on cutting tools.
Carbon and alloy steels (e.g., 1018, 1045, 4140) often have higher cutting forces and may increase cycle time and tool costs compared to aluminum. Heat-treated steels require slower cutting conditions and more robust tooling.
Stainless steels (e.g., 303, 304, 316) can be more difficult to machine due to work hardening and lower thermal conductivity. They usually cause higher tool wear and demand more conservative speeds and feeds, increasing machining time and cost.
Copper and brass machine very well but raw material prices can be high. For large-volume copper or brass parts, material cost may dominate over machining time.
Engineering Plastics and Their Characteristics
Plastics such as POM (acetal), ABS, PC, PMMA, PEEK, and nylon are commonly machined. They often allow high cutting speeds and low tool wear, but their lower stiffness can require careful fixturing and conservative finishing passes to maintain tolerances.
Dimensional stability is a critical consideration with plastics. Moisture absorption and thermal expansion may require specific machining strategies and inspection conditions. In some cases, post-machining annealing or stress-relief is used, increasing process steps.
Part Geometry, Complexity, and Design Features
Part geometry has a significant effect on machining time and cost. Simple shapes with good accessibility are more economical than deep, narrow, or difficult-to-reach features.
Geometry-Driven Time Increases
Deep pockets and cavities require smaller tools and multiple depth passes, limiting chip removal rates and increasing machining time. Very small radii on internal corners may require tiny end mills, significantly slowing the process.
Thin walls and delicate features demand light cuts and lower clamping forces to avoid deformation, requiring additional passes and sometimes custom fixturing.
Complex freeform surfaces require 3D contouring operations. Finishing these surfaces often involves many small-step passes to achieve the required surface finish and dimensional accuracy.
Features Affecting Setup Complexity
Parts requiring machining on multiple faces may need several setups, except when handled on a 4-axis or 5-axis machine. Each setup requires positioning, alignment, and verification, adding non-cutting time.
Internal features such as cross-holes, undercuts, or intersecting bores can require special tools, custom fixtures, or multiple reorientations. Threads, especially internal threads in difficult positions, add operations and inspection steps.
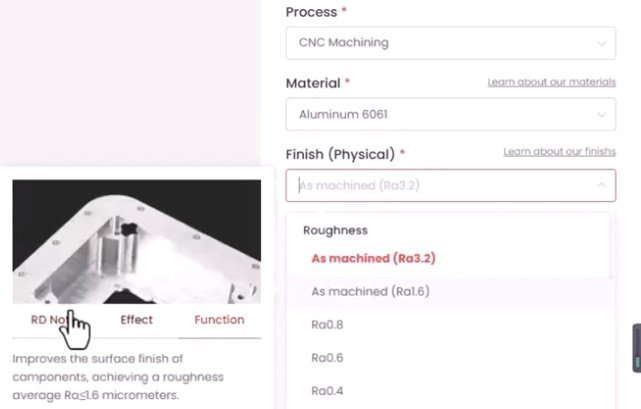
Tolerances and Quality Requirements
Tolerances directly affect both machining time and inspection effort. Looser tolerances allow more aggressive cutting conditions and fewer finishing passes. Tighter tolerances require controlled tool paths, stable setups, and more frequent measurements.
Dimensional Tolerance Levels
Typical general machining tolerances for cost-effective production in China are around ±0.1 mm to ±0.05 mm unless otherwise specified. Many factories can achieve tighter tolerances (e.g., ±0.01 mm or better) but doing so usually increases cost.
Geometric tolerances such as flatness, parallelism, concentricity, and true position add further constraints. Parts needing tight geometric tolerances often require specific clamping strategies, precise datum structures, and additional measurements with CMM or other advanced equipment.
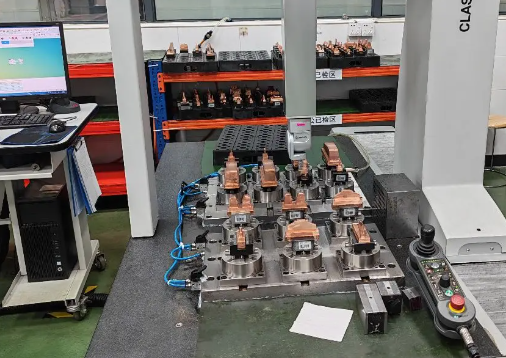
Inspection, Documentation, and Certification
Inspection cost depends on the level of documentation and traceability required. Standard practice often includes basic dimensional checks with calipers and micrometers, recorded on simple inspection sheets.
More demanding requirements, such as full first article inspection (FAI), PPAP documentation, or comprehensive CMM reports, require additional time and skilled labor. In some cases, special test fixtures or gauges must be made, adding tooling cost.
Certification such as material certificates, RoHS/REACH compliance, or specific industry documentation (e.g., medical or aerospace-related demands) can also increase administrative labor.
Setup, Programming, and Non-Recurring Costs
Non-recurring costs include CAM programming, process planning, fixture design, and machine setup. These are typically allocated per part number and amortized over the production quantity.
Programming and CAM Work
For simple 2.5D parts, programming time is relatively short and may be included in the standard pricing. Complex multi-axis parts, freeform surfaces, or parts requiring toolpath optimization need more programmer time and sometimes simulation.
When quantities are low, programming cost can represent a large portion of the unit price. For higher volumes, this cost is distributed and becomes less significant per piece.
Fixturing and Tooling Requirements
Standard vices, chucks, and modular fixtures are usually included in the machining rate. However, special fixtures or soft jaws tailored to a specific part add one-time costs. These may be charged separately or built into the part price.
Special tools such as form cutters, custom reamers, or dedicated gauges also contribute to non-recurring cost. Using standard features and dimensions where possible helps minimize the need for custom tooling.
Surface Finishing and Post-processing
Surface finishing processes follow machining and add both time and cost. In China, many CNC suppliers either have in-house finishing or work with specialized subcontractors.
Common Finishing Processes
Anodizing for aluminum (clear, black, or colored) provides corrosion resistance and aesthetics. Cost depends on surface area, color, and required thickness or specifications.
Plating processes such as zinc, nickel, chrome, or tin plating are used for steel and brass parts to improve corrosion resistance and appearance. Complex geometries may require masking or special handling.
Painting, powder coating, and screen printing are often used for consumer and industrial products. Surface preparation, masking, and curing add process steps and can increase lead time.
Bead blasting, polishing, brushing, and tumbling are used to achieve specific surface textures, remove burrs, or improve appearance. These operations involve manual or semi-automatic equipment and additional labor.
Cost Considerations for Finishing
Finishing costs are typically influenced by batch size, part size, surface complexity, and quality requirements. Many finishing shops have minimum batch charges regardless of the number of parts processed.
Strict thickness tolerances, specific standards (e.g., particular anodizing or plating specifications), or multi-stage finishing (e.g., bead blasting plus anodizing and printing) increase cost and require additional process control.
Labor, Overhead, and Regional Differences
Labor and overhead in China vary by region, factory size, and level of automation. Coastal and highly industrialized regions tend to have higher wages but also more experience, advanced equipment, and better process control, which can reduce scrap and rework.
Operator Skill and Process Stability
Skilled operators and engineers can optimize cutting parameters, fixture designs, and CAM programs, which may reduce cycle times and improve consistency. This can offset somewhat higher hourly labor cost through better productivity.
Shops with robust process control, preventive maintenance, and documented workflows may have higher overhead but fewer quality issues and more predictable lead times. For parts with strict requirements, this can be cost-effective over the entire project.
Order Quantity, Batch Size, and Economies of Scale
Quantity has a strong influence on unit cost in CNC machining. Setup and programming costs are fixed per batch or per part number, regardless of whether the batch contains 2 parts or 2000 parts.
Small Batches and Prototyping
For prototypes and small orders, factories may apply minimum charges per setup, per material order, or per finishing batch. The resulting unit cost can be relatively high even if each part requires little material or machine time.
Design changes between prototype iterations can require new programming or setup adjustments, adding additional non-recurring cost. Clear communication and stable design data help reduce repeated setup costs.
Medium and Large Production Runs
As quantities increase, fixed costs are spread over more parts. Machine shops may also refine fixtures, cutting parameters, and workflows based on early runs, improving cycle time and reducing scrap.
Long-term or repeat orders allow factories to plan material purchasing, tool inventory, and machine scheduling more efficiently. This can sometimes lead to more favorable pricing for customers committing to reliable volumes.
Practical Cost Considerations
Buyers of CNC machining in China often encounter specific cost-related difficulties. Recognizing these issues can help when planning projects and selecting suppliers.
Hidden Cost Sources
Some quotes may appear low but exclude essential elements such as packaging suitable for international shipping, full dimensional inspection, or surface finishing. Clarifying exactly what is included avoids unexpected cost additions later in the project.
Underestimating shipping costs, customs duties, or the impact of delivery terms (e.g., EXW, FOB, CIF) can distort the apparent value of a quote. Total landed cost is more informative than factory price alone.
Design-Related Cost Constraints
Designs not optimized for machining can require extensive non-standard operations. Very tight tolerances, deep narrow features, unnecessary undercuts, or internal sharp corners increase cost without always improving function.
Lack of clear tolerancing and surface finish specifications can lead to conservative assumptions by the supplier, increasing cost. Providing realistic, function-based tolerances reduces over-processing.
Strategies to Optimize CNC Machining Cost in China
Careful design and supplier communication allow substantial cost optimization while maintaining functional requirements.
Design for Machinability
Using standard feature sizes, larger internal radii, and uniform wall thicknesses reduces machining time and tool wear. Avoiding extremely small tools and minimizing deep narrow pockets can significantly lower cycle time.
Where possible, splitting complex parts into simpler components assembled later can reduce the need for multi-axis machining, custom fixtures, or extensive finishing steps.
Rational Tolerancing and Surface Specifications
Assigning tight tolerances only to critical features and allowing looser tolerances elsewhere prevents unnecessary process complexity. Limiting the number of tightly controlled datums and geometric tolerances reduces inspection time and potential scrap.
Defining surface finishes that match functional needs, instead of specifying highly polished or cosmetic finishes for non-visible surfaces, can remove unneeded operations.
Material and Stock Optimization
Selecting materials that balance mechanical performance with machinability reduces both machining time and tool costs. Using alloys such as 6061 instead of harder or more difficult-to-cut materials when possible can lower total cost.
Adjusting part dimensions to fit standard stock sizes (bar, plate, or tube) helps minimize waste and material preparation time. For large batches, discussing blanking methods (e.g., sawing, waterjet, laser) with the supplier can optimize raw material usage.
Supplier Collaboration and Early Engagement
Involving potential suppliers during the design or pre-production phase enables feedback on machinability, material sourcing, and finishing options. Factories may propose alternative features or processes that maintain functionality while reducing cost.
Providing complete and consistent technical data, including 3D models, 2D drawings, tolerances, material specifications, and finishing requirements, helps suppliers quote accurately and avoid inflated safety margins in pricing.
Quoting Practices and Data Requirements
Accurate quoting requires clear technical information and well-defined commercial terms. When requesting quotes for CNC machining in China, supplying the right data shortens response time and leads to more reliable cost estimates.
Technical Information for Quotations
Key data to include in RFQs are:
- 3D CAD models and 2D drawings with all critical dimensions
- Material grade and any required certifications
- Tolerances, geometric dimensioning, and surface finish requirements
- Heat treatment or special process requirements
- Surface finishing, coating, or marking details
Any functional or assembly-related requirements that affect datum selection or mating surfaces should be clearly marked on the drawings.
Commercial and Logistics Information
Specifying the target quantity per order, expected annual volume, and preferred incoterms (e.g., FOB, CIF) informs suppliers’ cost structures. If multiple delivery batches are needed, outlining the schedule helps factories plan production.
Information about packaging requirements, labeling, and documentation (e.g., packing lists, certificates, inspection reports) allows suppliers to account for all associated cost elements in their quotations.
Example Cost Breakdown for a Typical CNC Part
The following example illustrates typical cost components for a medium-complexity aluminum part machined in China. Values are indicative and for explanation purposes.
| Cost Component | Example Value (USD) | Description |
|---|---|---|
| Material | 1.80 | Aluminum 6061 plate, including scrap allowance |
| Machine time | 3.20 | 3-axis milling for 12 minutes at 16 per hour |
| Setup and programming (amortized) | 0.60 | 120 setup cost over 200 pieces |
| Tools and consumables | 0.30 | Tool wear, coolant, and inserts |
| Surface finishing | 0.45 | Bead blasting plus clear anodizing |
| Inspection and documentation | 0.25 | Sampling inspection and basic report |
| Packaging | 0.15 | Individual bags and foam-lined cartons |
| Overhead and margin | 1.15 | Factory overhead allocation and profit |
| Total part price (ex-works) | 7.90 | Per piece, 200-piece batch |
For smaller batches, the amortized portion of setup and programming would be higher, while material and machine time contributions would stay similar per part. For larger volumes, the setup share would decrease and overall unit cost would fall.
How to Compare CNC Machining Quotes from China
When receiving multiple quotations from Chinese suppliers, it is important to look beyond the total price and understand the differences in scope, assumptions, and risk allocation.
Evaluating Technical Equivalence
Confirm that all suppliers have quoted the same material grade, tolerance set, surface finish, and inspection level. Differences in these areas can explain substantial price variations and impact part performance and compatibility.
Requesting clarifications on assumed tolerances or finishes when drawings are not explicit helps ensure that all offers are technically comparable.
Assessing Quality and Risk
Investigate each supplier’s equipment, process controls, and previous experience with similar parts. While price is important, outsourcing critical parts to a shop lacking the necessary capability can result in higher overall cost due to rejects, delays, or rework.
Clear agreements on rework policies, acceptance criteria, and communication processes reduce the risk of disputes and help maintain project timelines.
