
CNC drilling is a core machining process used to create precise cylindrical holes in metals, plastics and composites using computer-controlled drilling machines or machining centers. This article provides a systematic and in-depth overview of CNC drilling guides, process characteristics, tooling, parameters, programming methods, fixturing practices and industrial applications.
Fundamentals of CNC Drilling
CNC drilling is the automated hole-making process performed on CNC machining centers, drilling centers or turning centers with live tooling. The spindle rotation and feed motions are numerically controlled, enabling accurate and repeatable production of holes with defined diameters, depths and positional tolerances.
In CNC drilling, the primary motion is the rotation of the cutting tool (drill) and the secondary motion is the linear feed along the tool axis, usually the Z-axis. Auxiliary motions such as rapid positioning in X and Y, tool changes and coolant control are handled automatically by the CNC system according to the part program.
CNC drilling can be applied as a standalone operation or combined with milling, tapping, reaming and boring in a single setup. Compared with manual drilling, CNC drilling offers higher positional accuracy, consistent surface quality and easier production of complex hole patterns.
Role and Types of Drilling Guides
Drilling guides are devices or geometrical features that ensure the drill enters the workpiece at the correct location, angle and alignment. They are essential when high positional accuracy is required, when drilling inclined or curved surfaces, or when the workpiece is difficult to fixture rigidly.
Common forms of drilling guidance include guide bushings in jigs, centering features machined in prior operations, pilot holes and software-based alignment compensation. Selection of a suitable guiding method depends on the workpiece geometry, tolerance requirements, production volume and machine configuration.
Mechanical Drill Bushings and Jigs
Mechanical drill bushings are hardened cylindrical components with a precise inner diameter that directs the drill. They are often integrated into drill jigs and fixtures and are commonly used in medium to high volume production where repeated drilling of identical parts is required.
Typical characteristics of drill bushings:
- Made of hardened tool steel or carbide for wear resistance
- Precise inner diameter tolerance to minimize drill wandering
- Interchangeable types (press-fit, renewable, slip-renewable)
In CNC environments, bushings are less common than in manual drilling but remain useful for thin sections, tubular parts, and when access or rigidity is limited and dedicated jigs improve consistency.
Pilot Holes and Spotting Features
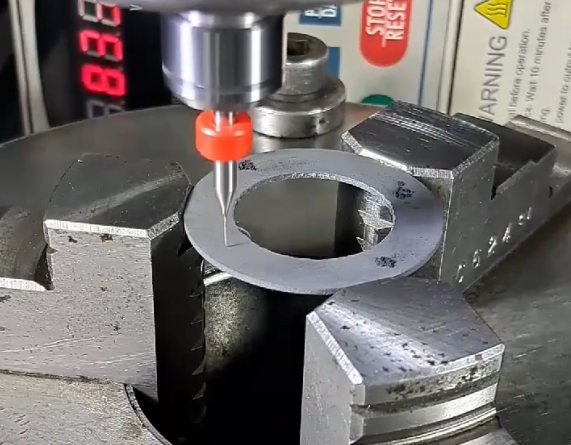
Pilot holes and spotting operations act as geometric guides created directly in the workpiece. A spot drill or center drill generates a shallow, small-diameter conical feature that accurately locates the subsequent drill and reduces walking at the hole entry. This is particularly important on curved, angled, or hard surfaces where the main drill may deflect.
Pilot holes are smaller diameter holes pre-drilled before the final-diameter drill. They reduce the cutting load on the larger drill, improve chip evacuation in deep holes and enhance straightness. The pilot hole depth should be sufficient to stabilize the final drill while leaving enough material for proper guidance and chip formation.
Software and Coordinate-Based Guidance
Modern CNC controls allow precise positioning of the drill using digital coordinate systems and datum offsets. This can act as a form of guidance when combined with accurate fixturing and probing. Workpiece probing cycles can determine the actual position of critical features, after which the CNC program compensates toolpaths to achieve the intended hole locations.
Coordinate-based guidance is especially useful for parts with complex freeform surfaces, castings with variable stock allowance and components requiring pattern drilling across multiple faces with shared datums.

Key Features and Capabilities of CNC Drilling
CNC drilling systems have a set of features that distinguish them from manual drilling and conventional drill presses. These features directly impact productivity, accuracy and process reliability.
Multi-Axis Positioning and Flexible Hole Patterns
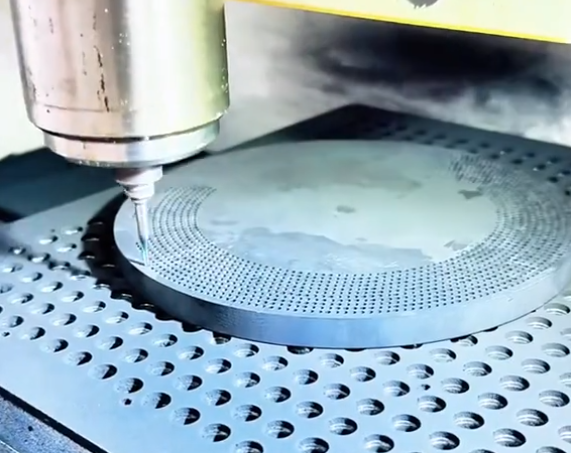
CNC machines can rapidly index the tool to multiple positions, enabling complex hole patterns without manual layout or repositioning. Using G-code coordinates or CAM-generated toolpaths, the machine drills line arrays, bolt circles, grids and irregular patterns with minimal setup.
Rotary axes (4th and 5th axes) expand this capability to multi-face drilling in a single setup, reducing handling and improving cumulative accuracy between holes on different faces.
Automatic Tool Changes and Tool Libraries
With automatic tool changers (ATC), CNC drilling operations can use multiple drills, spot drills, taps, reamers and boring tools in one program. Tool libraries store information about each tool’s diameter, length offset, nose configuration and spindle speed recommendations.
This automation supports sequences such as spot drilling, pilot drilling, full-diameter drilling, chamfering and tapping with minimal operator intervention, ensuring consistency between parts and efficient use of machine time.
High Positional Accuracy and Repeatability
Positioning accuracy in CNC drilling is typically in the range of ±0.01 mm to ±0.05 mm on modern machining centers, depending on machine build, calibration and ambient conditions. Repeatability can be even better, frequently within a few micrometers for well-maintained machines.
Such accuracy is crucial for functional hole features, including dowel pin holes, precision bolt patterns, and mating holes in assemblies. Good fixturing, temperature control and precise tool length offsets support these capabilities.
CNC Drilling Tools and Geometries
Drill selection is central to process stability, hole quality and productivity. CNC drilling uses a range of tool types and geometries optimized for different materials, depths and accuracy levels.
| Tool Type | Typical Diameter Range | Typical Application | Key Characteristics |
|---|---|---|---|
| Twist Drill (HSS) | 0.5–40 mm | General-purpose drilling in steels, aluminum, plastics | Low cost, moderate wear resistance, suitable for small to medium batches |
| Carbide Twist Drill | 0.2–25 mm | High-speed drilling in hardened steels and abrasive materials | High hardness, wear resistance, requires rigid setup |
| Indexable Insert Drill | 12–80 mm | Large-diameter holes in steels and cast irons | Exchangeable inserts, high metal removal rates |
| Step Drill | Custom, typically up to 25–30 mm major diameter | Drilling and countersinking/counterboring in one pass | Multiple diameters on a single body, reduced tool changes |
| Center / Spot Drill | 1–20 mm body | Accurate hole starting, chamfering | Short, rigid, included angles commonly 90° or 120° |
| Gun Drill (Deep-Hole) | 1–40 mm | High L/D deep holes in steel, aluminum, alloys | Dedicated deep-hole geometry with through-coolant and guide pads |
| Spade Drill | 12–100+ mm | Large holes, flexible diameter range via insert changes | Replaceable spade inserts, suitable for medium depth holes |
Point Geometry and Helix Angle
Drill point angle, lip relief and helix angle affect cutting forces, chip formation and self-centering behavior. Typical point angles include 118° for general-purpose drilling in softer materials and 135° split-point for harder materials and stainless steels, where reduced walking and lower thrust forces are beneficial.
Helix angle influences chip evacuation. Higher helix angles promote softer cutting and better chip lifting, which is advantageous for aluminum and softer steels. Lower helix angles provide stronger cutting edges for hard materials and interrupted cuts.
Coatings and Substrate Materials
Drill substrates include high-speed steel (HSS), cobalt HSS, solid carbide and carbide-tipped designs. Solid carbide and coated HSS/HSCo drills are commonly used in CNC environments due to longer tool life at elevated cutting speeds.
Common coatings include TiN, TiAlN, AlTiN and multi-layer PVD coatings. These coatings improve wear resistance, thermal stability and chip flow, allowing higher cutting speeds and reduced downtime for tool changes.
CNC Drilling Parameters and Recommended Ranges
Proper selection of cutting parameters is essential for stable CNC drilling. The main parameters are cutting speed (v), spindle speed (n), feed per revolution (f) and feed rate (vf). These are chosen according to tool material, workpiece material, drill diameter and machine capability.
| Workpiece Material | Tool Type | Diameter Range | Cutting Speed v (m/min) | Feed per Rev f (mm/rev) | Typical Coolant |
|---|---|---|---|---|---|
| Low Carbon Steel (e.g. AISI 1018) | HSS Twist Drill | 5–20 mm | 20–35 | 0.10–0.25 | Emulsion flood coolant |
| Low Carbon Steel (e.g. AISI 1018) | Carbide Drill | 5–20 mm | 80–140 | 0.12–0.30 | Emulsion or high-pressure coolant |
| Stainless Steel (e.g. 304) | Carbide Drill | 5–15 mm | 40–80 | 0.06–0.18 | High-pressure emulsion |
| Aluminum Alloy (e.g. 6061) | Carbide Drill | 5–20 mm | 150–250 | 0.12–0.30 | Emulsion or oil mist |
| Gray Cast Iron | Carbide Drill | 5–25 mm | 80–160 | 0.10–0.28 | Dry or minimum quantity lubrication |
These ranges are indicative; actual settings should be refined using tool manufacturer data, machine rigidity considerations and trial cuts, especially when tight tolerances or demanding materials are involved.
Drilling Depth, Aspect Ratio and Hole Types
Hole depth relative to diameter (L/D) determines the applicable drilling approach. Shallow holes (L/D up to about 3) are straightforward with standard twist drills. Medium-depth holes (L/D approximately 3–8) require attention to chip evacuation and pecking cycles. Deep holes (L/D above 8–10) often demand specialized tools and coolant delivery.
Key hole types in CNC drilling include through holes, blind holes, counterbored holes, countersunk holes, stepped holes and deep holes. Each type has characteristic requirements for tool geometry, cycle selection, coolant pressure and inspection strategy.
Shallow and Medium-Depth Holes
For shallow and moderate-depth holes, standard twist drills and indexable insert drills are usually sufficient. Coolant can often be provided externally, and standard drilling cycles with or without short pecks are adequate to control chip length and heat.
Blind holes require accurate depth control, taking into account drill tip geometry. Programmers often specify drill depth to the drill tip or to the hole bottom plane and apply compensation to ensure functional depth is achieved without drilling through.
Deep-Hole Drilling Considerations
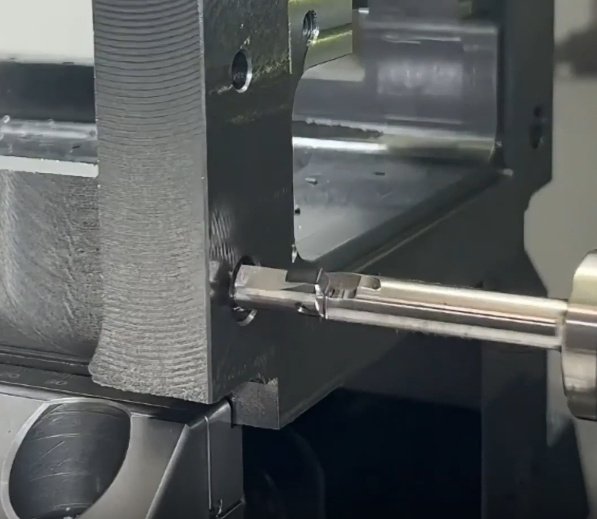
Deep-hole drilling, typically beyond 8–10 times the hole diameter, is prone to chip packing, tool deflection and hole deviation. Gun drills, single-lip drills or special deep-hole drills with guide pads and internal coolant passages are used to manage these issues.
High-pressure coolant systems assist in chip evacuation, while controlled pecking strategies or dedicated deep-hole cycles limit chip accumulation. Feed and speed must be configured to minimize vibration, and pilot holes or guide bushings may be used to ensure alignment at entry.
CNC Drilling Cycles and Programming
CNC drilling is typically programmed using standardized canned cycles that encapsulate drilling motions, feeds and retract behaviors. These cycles simplify programming and reduce code length for repeated hole patterns.
Common Drilling Cycles
Standard drilling cycles on many CNC controls include:
- Simple drilling cycle: Rapid to clearance plane, feed to depth, rapid retract
- Peck drilling cycle: Incremental feeding with periodic retracts for chip breaking
- Chip-breaking drilling cycle: Short pecks without full retract to maintain chip control
- Deep-hole cycle: Controlled feed segments, full retracts, dwell and high-pressure coolant
Parameters such as peck depth, retract height, dwell time and feed rate are adjustable in the cycle, allowing the programmer to tailor behavior to material, tool and hole depth.
Coordinate Programming and Pattern Functions
Hole coordinates can be programmed explicitly using absolute or incremental positioning, or generated using pattern functions such as bolt-circle subroutines, linear arrays and mirror functions. Parametric programming with variables and loops is often used to simplify repeated patterns across similar parts or families of parts.
In multi-axis machining, the control can automatically transform drilling coordinates based on work offsets and rotary axis positions. This enables drilling on inclined planes and curved surfaces without manual trigonometric calculations.
Workholding, Clamping and Drill Entry Conditions
Reliable workholding is fundamental for accurate CNC drilling. The workpiece must be constrained in all degrees of freedom, and cutting forces must not cause slippage or vibration. Fixtures, vises, chucks, angle plates and modular fixturing systems are commonly used.
Entry conditions play a significant role in drill stability. Drilling on a flat, perpendicular surface is ideal. When drilling on slopes, round surfaces or near edges, the drill can deflect or chip. Spot drilling, pre-machining a flat, and using appropriate tool geometries reduce these risks.
Fixturing Practices
Fixturing considerations for CNC drilling include:
Locating surfaces: Reference surfaces should be robust, clean and repeatable. Locating pins, stops and datum features define consistent part orientation.
Clamping forces: Clamps should be positioned to resist drilling forces without distorting the part. Excessive clamping can deform thin-walled components, causing out-of-tolerance holes.
Access and tool clearance: The fixture must allow drill access to all required hole locations and offer clearance for chip flow and coolant.
Coolant, Chip Control and Heat Management
Coolant application is critical in CNC drilling, especially with carbide tools and high spindle speeds. Coolant cools the cutting zone, lubricates the chip-tool interface and transports chips out of the hole.
Coolant delivery methods include external flood, through-spindle coolant and minimum quantity lubrication. Through-spindle coolant is particularly effective in deep-hole drilling and in materials that create long, continuous chips such as low-carbon steels and aluminum alloys.
Chip control is managed through tool geometry, cutting parameters, peck cycles and coolant flow. Uncontrolled chips can cause surface scratching, tool breakage and hole blockage. Proper chip evacuation is a key technical consideration in stable drilling processes.
Hole Quality, Tolerances and Surface Finish
Hole quality encompasses dimensional accuracy (diameter, roundness, cylindricity), surface roughness, straightness and burr formation. CNC drilling provides good baseline accuracy, which can be enhanced with secondary operations where necessary.
Standard twist drilling typically produces hole diameters slightly larger than the drill nominal size due to tool wear and runout. Tolerance classes for drilled holes depend on machine capabilities and fixturing but are often in the range of IT10–IT13 for pure drilling operations. For tighter tolerances, subsequent reaming or boring is applied.
Improving Dimensional Accuracy
Dimensional control measures include:
Using precision ground and coated drills with low runout.
Maintaining short tool overhang to reduce deflection.
Applying pilot holes and step-by-step drilling for larger diameters.
Checking and compensating tool wear via tool offsets and regular inspection.
Surface Finish and Burr Control
Surface finish from drilling is influenced by feed rate, tool geometry, tool wear and material properties. Finer feeds and sharp tools generally improve roughness values. For critical surfaces, reaming or boring after drilling can achieve low roughness levels and improved geometric accuracy.
Burrs at the hole entry or exit are common, especially in ductile materials. Strategies to reduce burrs include optimized feed and speed, appropriate drill point geometry, backup plates for thin materials and dedicated deburring operations such as chamfering or brushing.
Inspection, Measurement and Quality Control
Quality control in CNC drilling relies on in-process monitoring and final inspection. Dimensional checks verify that holes meet design requirements for size, location and orientation.
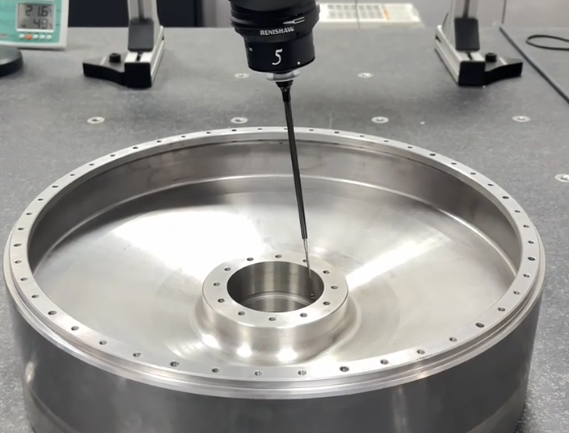
Common inspection tools include calipers, plug gauges, micrometers, bore gauges, coordinate measuring machines (CMM) and optical measurement systems. For production environments, go/no-go gauges and attribute inspection methods provide rapid confirmation of critical features.
In-process controls may involve tool life management, load monitoring, spindle vibration analysis and periodic verification of key dimensions to detect tool wear before it leads to nonconforming parts.
Material-Specific CNC Drilling Considerations
Different workpiece materials exhibit distinct behaviors under drilling. Understanding these behaviors allows selection of appropriate tools, parameters and coolant strategies.
Steel and Stainless Steel
Carbon steels generally drill well with HSS or carbide tools. Key points include suitable cutting speeds, adequate coolant and chip-breaking feeds. Stainless steels are more prone to work hardening and built-up edge formation, requiring sharper tools, lower cutting speeds than carbon steel, higher feed rates and effective coolant application.
Aluminum and Nonferrous Alloys
Aluminum alloys can be drilled at high cutting speeds with sharp, polished drills and high helix angles. Chip evacuation is usually good, but long stringy chips may form in some alloys, necessitating chip-breaking geometries or peck cycles. Adhesion to the tool can be reduced with polished flutes and suitable lubricants.
Cast Iron
Gray cast iron produces short, easily broken chips and often allows dry drilling. Carbide tools with wear-resistant coatings are preferred. Abrasive cast irons and high-silicon grades can accelerate tool wear, requiring parameter adjustments and tool material upgrades.
Typical CNC Drilling Applications
CNC drilling is applied across virtually all manufacturing sectors wherever accurately positioned and dimensioned holes are required. Its controlled and repeatable nature is essential for both functional and assembly-related features.
Mechanical and Structural Components
Mechanical components often require bolt holes, dowel pin holes, lubrication holes and threaded holes. CNC drilling ensures these features maintain tight positional and dimensional relationships, supporting proper assembly and load distribution in structures, gearboxes, machine frames and housings.
Automotive and Aerospace Parts
Automotive cylinder heads, engine blocks, brake components and chassis parts contain numerous holes for fasteners, fluid passages and sensors. Aerospace components such as wing ribs, spars, frames and engine components rely on precise drilling for fastener patterns, rivet holes and cooling passages.
Hydraulic, Pneumatic and Fluid Systems
Hydraulic manifolds, valve bodies and pump housings contain intersecting drilled passages and ports. CNC drilling combined with deep-hole and cross-hole operations allows creation of compact, integrated fluid circuits. Accuracy is important to ensure flow rates, pressure characteristics and sealing performance.
Molds, Dies and Tooling
Mold plates and die sets require dowel pin holes, ejector pin holes, cooling channels and mounting holes. CNC drilling ensures repeatability between mating components, alignment of tool inserts and correct positioning of thermal control channels, contributing to dimensional consistency in molded or formed products.
Process Integration with Other Machining Operations
CNC drilling is frequently part of a larger machining sequence. Drilling often precedes tapping, reaming and boring. For threaded holes, drilled hole size and surface condition influence thread quality and tool life. For bored or reamed holes, the drilled hole serves as a preform, so straightness and residual stock must be controlled carefully.
In many cases, a single CNC machining center performs rough milling, drilling, tapping and finish milling in one clamping, reducing cumulative error and optimizing throughput.
Common Issues and Practical Considerations
Several practical factors affect CNC drilling performance and may present difficulties if not addressed:
Tool wear and breakage: Excessive wear leads to oversized holes and poor finish. Insufficient coolant, over-aggressive parameters and inappropriate tool selection accelerate wear or cause chipping.
Hole deviation and runout: Long tools, insufficient rigidity or incorrect entry conditions can cause the hole axis to deviate from the nominal direction. Toolholder condition, spindle runout and fixturing have direct influence.
Chip packing: In deep or blind holes, chips can accumulate, leading to tool jamming and breakage. Proper pecking cycles, coolant pressure and chip-breaking geometries mitigate this effect.
Thermal effects: Heat buildup may affect tool life and part accuracy, especially in tight-tolerance parts or low-stiffness materials. Coolant management and parameter optimization reduce thermal loading.
Conclusion
CNC drilling is a fundamental and technically rich process that underpins the manufacture of mechanical components, assemblies and systems in many industries. By understanding drilling guides, tool geometries, cutting parameters, programming cycles, fixturing methods and quality control practices, manufacturers can achieve consistent, accurate and efficient hole production across diverse materials and part geometries.
