
Plastic CNC machining is widely used for prototypes, functional parts, and low to medium production volumes. Accurately estimating the cost is crucial for budgeting, comparing suppliers, and optimizing part design. This guide explains how pricing is formed, what parameters matter most, and how to generate realistic cost estimates for plastic CNC parts.
Key Factors That Determine Plastic CNC Machining Cost
Plastic CNC machining cost is the combined result of material, machine time, setup, labor, overhead, and additional operations. Understanding each factor and its influence allows you to estimate prices and identify where savings are possible.
Calculate Your Plastic CNC Machining Cost and Price
Plastic CNC Machining Cost Calculator
A simple estimator for plastic CNC machined parts. Costs are approximate and vary by supplier, location, and exact specifications.
Notes:
• Material cost includes ~2.5× waste factor (real blanks are larger and produce chips).
• Machining time is a rough estimate – actual time depends on features, tool changes, etc.
• This does not include shipping, taxes, post-processing (polishing, annealing), or profit margins.
• For accurate quotes, use professional services like Xometry, Protolabs, XCM, or local shops.
Material Type and Stock Utilization
Material cost includes the raw plastic price and the waste generated when machining the part from stock. Different plastics vary widely in their price, machinability, and required stock size.
- Commodity plastics (e.g., ABS, PP, HDPE) usually have lower raw material prices.
- Engineering plastics (e.g., POM/Delrin, PC, PA, PET) cost more but provide higher mechanical performance.
- High-performance plastics (e.g., PEEK, PSU, PPSU, PTFE) can be many times more expensive per kilogram.
Cost is affected by:
1. Raw stock dimensions: Bars, plates, or blocks are purchased in standard sizes. The required stock size is determined by the maximum dimensions of the part plus machining allowances. The difference between stock volume and finished part volume becomes scrap.
2. Material yield: Parts that are thin, highly contoured, or nested inefficiently on plates have low material yield and higher material cost per part. For high-value plastics, yield has a major impact on total price.
Estimating material cost generally involves:
Material Cost = Stock Volume × Density × Raw Material Price per kg
Then adjusted for scrap percentage and supplier margin.
Machine Type and Hourly Rate
Machine hourly rate is a major cost driver and depends on machine capability, region, and shop overhead. Different machines are used for different geometries and tolerances.
Typical machine categories include:
- 3-axis vertical machining centers (VMC) for most prismatic parts.
- 4-axis or 5-axis machining centers for complex geometries and multi-side machining.
- CNC lathes and turning centers for rotational parts.
- Mill-turn centers for parts requiring both turning and milling in one setup.
Plastic machining generally allows higher cutting speeds than metals, reducing cycle time. However, certain plastics require careful control of heat and chip evacuation, which may reduce cutting parameters and increase time. Shops often apply a single hourly rate per machine that includes machine depreciation, energy, maintenance, and basic labor.
Part Complexity and Machining Time
Machining time is the main variable in the cost equation. It includes:
- Roughing operations to remove bulk material.
- Finishing passes to achieve surface finish and dimensions.
- Drilling, tapping, boring, and other hole-making operations.
- Repositioning, tool changes, and rapid movements.
Complexity-related parameters that increase machining time:
• Deep cavities or pockets, especially with small corner radii.
• Small features requiring small diameter tools and reduced step-down and step-over.
• Large volumes of material removal from thick stock.
• 3D freeform surfaces and blended contours.
• Thin walls or delicate sections that require light cuts to avoid deflection or melting.
CAM software simulations, historical data, or cutting parameter calculations are used to estimate machining time. The cost contribution is then:
Machining Cost = Machine Hourly Rate × Machining Time (hours)
Tolerances, Precision, and Inspection Requirements
Tolerances and inspection requirements directly affect cost. Plastic materials are more sensitive to temperature, moisture, and internal stress than metals, which influences achievable tolerances.
Cost increases when:
• Tolerances are significantly tighter than standard CNC capabilities (for plastics, often ±0.05 mm to ±0.1 mm is standard for many features, depending on size).
• Datum schemes require multiple setups and complex fixturing.
• Geometric dimensioning and tolerancing (GD&T) callouts require careful process planning and additional measurements (flatness, position, profile).
• Statistical process control or capability studies (e.g., Cpk) are required for production runs.
Inspection time and equipment (CMM, optical measurement, custom gauges) are included in the total cost, especially for low-volume orders where setup and programming effort cannot be amortized over many parts.
Setup Time, Programming, and Fixturing
Setup cost is significant for low-volume plastic CNC machining. It consists of:
• CAM programming and toolpath generation for milling and turning operations.
• Fixture design and assembly, including soft jaws, vacuum fixtures, and special supports.
• Machine setup, tool loading, and first article approval.
Setup time is often charged as a one-time fee or distributed across the quantity:
Setup Cost per Part = Total Setup Cost ÷ Quantity
Complex parts with multiple setups, non-standard fixturing, or frequent tool changes have higher setup costs. For prototypes or very small batches, setup can represent a large portion of the part price.
Quantity and Economies of Scale
Unit price decreases as order quantity increases because fixed costs (programming, setup, fixturing, engineering) are spread across more parts. However, plastic CNC machining is typically most economical for low to medium volumes; very high quantities may favor molding.
Quantity affects:
• Amortization of programming and setup across more parts.
• Process optimization investment (fixtures, cutting parameters) that becomes worthwhile at higher quantities.
• Potential discounts on material due to larger orders.
For small runs (1–10 pieces), unit cost is dominated by setup and programming. For medium runs (50–500 pieces), machining time and material become more significant in the unit price structure.

Typical Cost Structure for Plastic CNC Machined Parts
Cost estimation is easier when broken into distinct components. A typical structure includes:
• Material and stock cost.
• CNC machining time (milling and/or turning).
• Setup and programming.
• Finishing and secondary operations.
• Inspection and quality documentation.
• Overhead and margin.
| Cost Component | Description | Cost Behavior |
|---|---|---|
| Material | Raw plastic stock, scrap, handling | Variable with part volume and material type |
| Machine Time | Spindle time on mills, lathes, mill-turn centers | Variable with geometry, feeds/speeds, and tolerances |
| Setup & Programming | CAM, fixturing, tool setup, first article | Mostly fixed per job, amortized across quantity |
| Secondary Operations | Deburring, polishing, threading, inserts, assembly | Variable, sometimes semi-fixed per batch |
| Inspection & QA | Measurement, reports, capability analysis | Fixed per job + variable per part for detailed checks |
| Overhead & Margin | Facility, management, profit | Applied as a percentage or markup |
For estimation purposes, some shops use simplified models such as:
Total Cost ≈ (Material Cost + Machine Time Cost + Setup Cost + Secondary Ops Cost) × Markup Factor
Where the markup factor includes overhead, engineering support, quality administration, and profit.
Impact of Plastic Material Selection on Cost
Choosing the right plastic impacts both direct material cost and machining effort. In many projects, material selection is constrained by performance requirements, but there is often room for optimization.
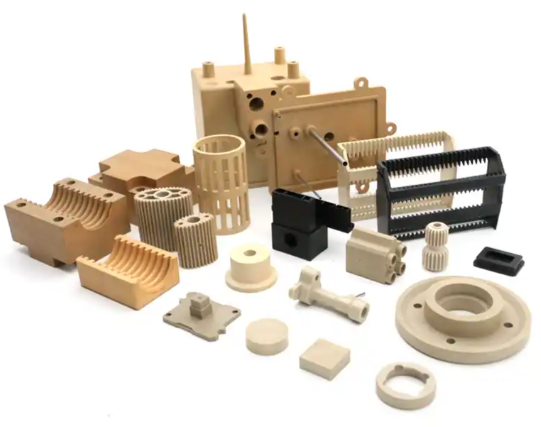
Common Machinable Plastics and Relative Cost
While exact prices vary by region and supplier, plastics can be grouped roughly by relative cost and machinability:
| Material | Relative Material Cost | Machinability Considerations |
|---|---|---|
| ABS | Low | Good machinability, moderate strength, low warpage |
| PP (Polypropylene) | Low | Tough, can be stringy, requires sharp tools, burr control |
| HDPE / UHMW-PE | Low to Medium | Soft, can deform, attention to clamping and heat |
| POM (Delrin, Acetal) | Medium | Excellent machinability, dimensionally stable |
| PC (Polycarbonate) | Medium | Transparent grades require care to avoid marks and stress |
| PA (Nylon, PA6, PA66) | Medium | Absorbs moisture, size may change; control environment |
| PTFE | Medium to High | Very soft, requires special fixturing and sharp tooling |
| PEEK | High | High material cost, good machinability, heat control important |
| PPSU / PSU | High | Tough, heat-resistant, tool wear and heat must be managed |
Material choice also influences secondary operations such as bonding, polishing, and texturing, which can add cost if special processes are required.
Material Availability and Minimum Order Quantities
For standard materials and common sizes, stock is usually readily available and priced competitively. For special grades, colors, or non-standard formats:
• Lead times can increase, affecting project schedule.
• Suppliers may require minimum order quantities (MOQs), leading to excess material costs if the part volume is low.
• Cut charges may be applied for custom lengths or plate sizes.
Estimators must consider not only the theoretical material usage but also the commercially available stock sizes and supplier policies.
Estimating CNC Machining Time for Plastic Parts
Machining time estimation is central to accurate cost calculation. It is influenced by toolpath strategy, cutting data, and the relationship between part geometry and tool capabilities.
Roughing and Finishing Operations
Time can be split into:
• Roughing: Bulk material removal using larger tools and higher feeds. In plastic, roughing can be relatively fast due to lower cutting forces.
• Semi-finishing: Intermediate passes to remove remaining stock before finishing critical surfaces.
• Finishing: Lower feed rates and stepovers to achieve target surface finish and dimensional accuracy.
Parameters commonly considered when calculating time:
• Cutting feed rate (mm/min or in/min).
• Depth of cut and step-over.
• Toolpath distance (total length traveled under cutting conditions).
• Rapid moves and repositioning time.
Time per operation is often approximated by:
Operation Time ≈ Toolpath Length ÷ Effective Feed Rate + Allowance for Rapids and Tool Changes
Tool Selection and Plastic-Specific Feed Rates
Plastic machining uses tools similar to those used for aluminum, often with polished flutes and sharp cutting edges to reduce heat and improve chip evacuation. Typical feed and speed ranges depend on:
• Tool material (carbide vs. HSS).
• Tool diameter and length.
• Plastic type and stiffness.
Because plastics can melt or deform if overheated, cutting parameters are often tuned to avoid excessive heat buildup. Coolant or air blast may be used to assist chip evacuation. From a cost perspective, conservative parameters increase time but reduce scrap and rework due to thermal distortion.
Influence of Workholding and Setups
Machining time must also include the time associated with handling and repositioning:
• Single-setup parts are more efficient; multiple setups add both setup time and extra machining time for re-fixturing.
• Complex fixtures (vacuum chucks, custom nests) can reduce cycle time per part at the expense of upfront fixture cost.
• For flexible or thin plastic parts, additional passes and supporting features may be necessary to prevent distortion, increasing total time.

Setup, Programming, and Engineering Cost Elements
Setup and programming are fixed costs that become particularly important for short runs. Ignoring them leads to underestimation and unrealistic price expectations.
CAD/CAM Preparation and Toolpath Programming
Key steps in programming include:
• Importing and checking the CAD model (format compatibility, integrity checks).
• Defining coordinate systems and datums.
• Selecting tools and strategies for each feature (milling, drilling, threading, turning).
• Generating toolpaths and verifying them via simulation to avoid collisions and overcuts.
• Post-processing NC code for specific machines and control systems.
Programming time depends on part complexity and whether a similar part has been programmed before. For simple prismatic parts, it may be relatively short. For multi-axis, freeform, or highly detailed parts, programming can require substantial engineering effort.
Fixturing and Workholding for Plastics
Plastic’s lower stiffness and sensitivity to clamping pressure require special attention to fixturing:
• Soft jaws matched to the plastic part profile.
• Vacuum or custom fixtures to distribute clamping force and prevent marks.
• Supports and stops to maintain position without deforming the part.
Designing and manufacturing these fixtures adds initial cost but can significantly reduce scrap, improve repeatability, and lower per-part machining time for multi-piece orders.
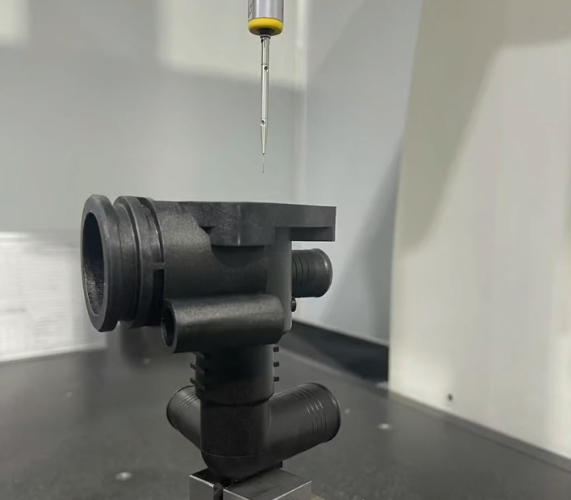
First Article Inspection and Process Validation
Before full production, the first article (or first-off part) is inspected to verify:
• Dimensional compliance with the drawing or model.
• Acceptable surface finish and absence of machining defects.
• Functional features (threads, mating surfaces) meet requirements.
The time for this validation is normally included in setup and engineering charges. If multiple iterations are needed to resolve deviations caused by plastic behavior (e.g., warping, shrinkage), additional engineering effort can be required.
Secondary Operations and Their Cost Impact
Many plastic CNC parts require operations beyond basic milling and turning. These operations affect cost and lead time and should be considered early in the estimation process.
Deburring, Edging, and Surface Preparation
Even with optimal toolpaths, machining can leave burrs and sharp edges. Deburring methods include:
• Manual deburring with tools or abrasives.
• Tumbling or vibratory finishing for suitable geometries.
• Light machining passes or chamfering operations.
Surface preparation may include sanding, bead blasting, or polishing, especially for visible or transparent parts. These processes are labor-intensive and are commonly priced based on time per part and complexity.
Threading, Inserts, and Assembly
Plastic parts may need threaded features. Options include:
• Directly machined threads (tapped or thread-milled).
• Installation of metal threaded inserts (heat-set, ultrasonic, press-fit).
• Helical coil inserts for higher load capacity.
Each option has different implications for cost, durability, and installation time. Assembly operations such as bonding, press-fitting, or integrating multiple machined components add labor and possibly adhesive or hardware costs.
Marking, Labeling, and Special Treatments
Additional operations may include:
• Laser or ink marking for identification, serial numbers, or logos.
• Surface texturing or matte finishing for appearance or grip.
• Cleaning and packaging according to specific standards (e.g., dust-free packaging).
Such operations are often quoted separately or as added line items, especially when requirements are specific or non-standard.
Design Considerations That Influence Machining Cost
Design choices strongly affect machining time, scrap rate, and fixture complexity. Adjusting key features can reduce cost without compromising function.
Wall Thickness, Corner Radii, and Feature Accessibility
From a cost perspective, favorable design traits include:
• Uniform wall thickness where possible, avoiding very thin or very thick regions that complicate machining and induce warping.
• Generous internal corner radii matched to standard tool diameters, reducing the need for small tools and slow finishing passes.
• Features accessible from as few setups as possible, enabling simpler fixturing and shorter cycle times.
Unfavorable traits include deep narrow slots, undercuts requiring special tooling, or features that demand long, slender tools prone to deflection. Each of these increases machining difficulty and time.
Tolerance Allocation and Critical Features
Not all dimensions need the same precision. Over-specifying tight tolerances increases cost. A practical approach is:
• Identify truly critical dimensions that affect fit, function, or sealing.
• Allow standard or relaxed tolerances on non-critical dimensions.
• Use GD&T to control what matters most (e.g., positional tolerances on hole patterns, flatness on sealing surfaces).
By concentrating cost-driving tolerance requirements on a limited set of features, overall part cost can be kept under better control.
Material Removal Volume and Stock Geometry
Designing parts that align well with available stock shapes can significantly reduce cost:
• Rotational parts that fit standard bar diameters benefit from turning operations and efficient material use.
• Plate-based designs that can be nested on standard sheet sizes minimize scrap.
• Avoiding massive blocks that require removal of high volumes of material reduces machining time and tool wear.
When large volumes of stock must be removed, roughing strategies and tool selection become critical for cost-effective machining.
Estimating Unit Price Across Different Order Quantities
Unit price is sensitive to order quantity due to the way setup and fixed costs are distributed. Establishing a unit price curve helps evaluate prototype, pilot, and production runs.
Fixed vs Variable Cost Separation
Separating fixed and variable components allows quick recalculation of unit price when quantities change:
• Fixed: Programming, fixturing, machine setup, first article inspection, documentation setup.
• Variable: Material per part, machine time per part, secondary operations per part, inspection per part, consumables.
Unit Price ≈ (Fixed Cost ÷ Quantity) + Variable Cost per Part
This relationship helps identify break-even points where higher quantities justify additional tooling or process optimization investments.
Prototype, Bridge, and Production Runs
Plastic CNC machining is often used in three typical contexts:
• Prototype runs: Very low quantities to validate design and function. Unit price is highest because fixed costs are spread across few parts.
• Bridge runs: Medium quantities to bridge the gap before tooling is available for molding, or when demand is moderate. Per-part cost decreases as fixed costs are amortized and machining processes are refined.
• Ongoing low-volume production: Regular, moderate-volume orders where setups and fixtures are reused. Engineering costs are mostly already paid, reducing future unit prices.
In all cases, transparent separation of fixed and variable costs improves planning and budget alignment.
Practical Example of Plastic CNC Machining Cost Estimation
While exact numbers depend on the region and supplier, a simplified estimation approach can be illustrated using representative assumptions.
Example Estimation Workflow
Consider a medium-sized POM block part, machined on a 3-axis VMC:
Step 1: Estimate material cost
• Determine stock size based on maximum part dimensions plus machining allowance.
• Calculate stock volume and multiply by POM density and raw material price per kg.
• Add allowance for scrap and handling.
Step 2: Estimate machine time
• Use CAM or analytical methods to estimate roughing, semi-finishing, and finishing times.
• Include drilling and tapping cycles.
• Add time for tool changes and program transitions.
• Multiply total machining time by machine hourly rate.
Step 3: Add setup and programming
• Estimate engineering hours for CAM programming and fixture design.
• Estimate machine setup time for fixture installation and first article proof.
• Convert hours to cost using internal or supplier rates.
Step 4: Include secondary operations
• Estimate time for deburring, final cleaning, and any insert installation.
• Multiply by labor rate and include consumables.
Step 5: Add inspection cost
• Allocate time for first article and sample inspection based on required documentation level.
• Include any special measuring equipment or reports.
Step 6: Apply overhead and margin
• Add overhead allocation for facility, administration, and quality management.
• Add profit margin appropriate for project scope and risk.
Step 7: Calculate unit price for target quantities
• Divide fixed costs by the desired order quantity and add variable costs per part.
This structured workflow helps achieve consistent estimates that can be refined as more detailed process data becomes available.
Cost Optimization Strategies for Plastic CNC Machining
Reducing cost while maintaining functionality and quality involves coordinated design, material, and process choices.
Design for Machinability
Design adaptation for CNC plastic machining may include:
• Adjusting radii, wall thickness, and feature orientation to align with standard tools and minimize setups.
• Consolidating features where it does not adversely affect performance.
• Eliminating purely cosmetic complexity that significantly increases machining time.
Early collaboration with manufacturing engineers can identify cost-saving changes before designs are finalized.
Material and Stock Optimization
Material-related cost reductions can be achieved by:
• Selecting the lowest-cost material that meets mechanical, thermal, and chemical requirements.
• Using standard stock sizes and shapes to minimize scrap and cut charges.
• Grouping jobs with similar materials and stock to benefit from bulk purchasing.
For high-cost plastics, even small improvements in yield and stock nesting can produce noticeable savings.
Batching, Setup Reuse, and Process Standardization
Operational strategies can lower unit price without changing the design:
• Grouping similar parts in shared setups or fixtures where tolerances allow, reducing per-part setup time.
• Standardizing tools and cutting parameters across families of parts to reduce programming effort and tool change frequency.
• Reusing fixtures for repeat orders and documenting setups for quick re-deployment.
These approaches are particularly effective for recurring low-to-medium volume orders.
Common Issues Affecting Plastic CNC Machining Cost
Several recurring issues can increase cost if not managed during design and planning.
Warping, Distortion, and Dimensional Stability
Plastics can warp or change size due to:
• Internal stress release during machining, especially for heavily loaded or molded stock.
• Temperature variations during cutting or between machining and inspection.
• Moisture absorption for certain materials (e.g., nylon), altering dimensions over time.
Mitigation methods include stress-relieved stock, balanced material removal, controlled environments, and machining strategies that reduce heat. These measures may add steps but can prevent costly scrap and rework.
Surface Finish Quality and Aesthetics
Many plastic parts are visible to end users and must meet appearance requirements:
• Transparent or translucent parts (PC, PMMA) may require fine finishing routines and polishing.
• Uniform surface texture can require additional finishing steps across large areas.
• Tool marks and chatter must be minimized by suitable tool selection and cutting parameters.
Each of these considerations can add time and operations, and should be reflected in the initial estimate when cosmetic quality is critical.
How to Request Accurate Quotes for Plastic CNC Machining
The accuracy of a supplier’s quotation depends heavily on the completeness and clarity of the information provided.
Essential Information to Include
For reliable cost and lead time estimates, provide:
• 3D CAD models (e.g., STEP, IGES, Parasolid) and 2D drawings with key tolerances and notes.
• Material specifications, including grade, color, and any special requirements (FDA, UL, etc.).
• Target quantities and whether they are one-time or recurring orders.
• Desired surface finish and cosmetic requirements.
• Functional requirements that dictate critical dimensions and tolerances.
• Any special inspection, certification, or documentation requirements (e.g., inspection reports, material certificates).
Providing this information upfront reduces the risk of missed cost factors and subsequent price changes.
Clarifying Quality and Delivery Requirements
Clarify:
• Acceptable tolerance ranges and priority features, rather than marking all dimensions as critical.
• Packaging requirements to protect plastic parts from scratches, contamination, or deformation.
• Delivery schedule and whether partial deliveries are acceptable.
Aligning expectations with the machining supplier at the quotation stage helps prevent later adjustments and disputes.
