

Micro machining is a group of material removal processes used to fabricate very small parts and features, typically in the micrometer range, with high dimensional accuracy and surface quality. It bridges the gap between conventional machining and nanofabrication, enabling functional components in electronics, medical devices, optics, and precision mechanical systems.
Definition and Scope of Micro Machining
Micro machining refers to subtractive manufacturing processes capable of producing parts, features, or surface textures with characteristic dimensions from a few micrometers up to about 1 mm, while maintaining tight tolerances and controlled surface integrity.
It can be broadly divided into two categories:
- Mechanical micro machining (chip-forming processes using cutting tools or abrasives)
- Non-mechanical micro machining (thermal, electrical, or chemical energy-based processes)
Typical applications involve:
- Production of freeform 3D micro components
- Functional surface texturing (micro-channels, dimples, grooves)
- Micro molds and dies for replication processes (injection molding, embossing)
Dimensional capability commonly spans:
Feature size: approximately 1 μm to 1,000 μm, often with aspect ratios above 5:1 for holes and slots. Tolerances down to ±1 μm are achievable in controlled conditions, depending on the process and material.
Fundamental Principles and Scale Effects
Even though micro machining uses concepts similar to conventional machining, the physics at micro scale introduces several distinct effects:
Minimum chip thickness becomes critical. At very small uncut chip thickness, instead of forming chips, the tool may plough and burnish the surface, increasing forces and roughness. The minimum chip thickness is often related to the cutting edge radius (commonly 0.2–5 μm for micro tools) and can be roughly 20–40% of that radius.
Size effects influence specific cutting energy. As the undeformed chip thickness approaches the scale of microstructure (grain size) and cutting edge radius, the specific cutting energy increases significantly, affecting tool load and heat generation.
Tool deflection and runout become large relative to feature size. Any spindle error, tool misalignment, or bending causes dimensional deviation and shape errors that may be negligible in macro machining but decisive at micro scale.
Material behavior can differ when feature sizes approach grain size, inclusions, or coating thickness. Anisotropy and inhomogeneity may lead to variation in cutting forces and surface finish at micro level.
Mechanical Micro Machining Processes
Mechanical micro machining uses small cutting tools (down to tens of micrometers) or fine abrasives to remove material. The main processes are micro milling, micro turning, micro drilling, and various abrasive techniques.
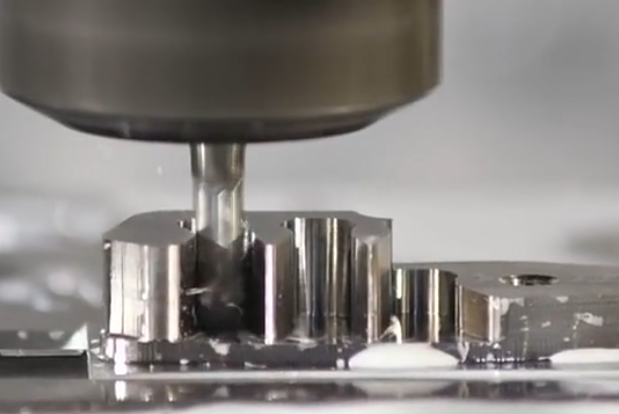
Micro Milling
Micro milling uses miniature end mills to produce complex 2D and 3D geometries. Typical tool diameters range from 10 μm to 1 mm. It is suitable for metals, polymers, ceramics (with appropriate tooling), and hard coatings.
Key technical characteristics include:
- Spindle speeds often from 50,000 rpm up to 200,000 rpm or higher
- Feed per tooth commonly from 0.05 μm to 10 μm
- Depth of cut often in the range of 1–100 μm in finishing operations
Precision depends on tool runout, thermal stability of the machine, dynamic stiffness, and tool wear monitoring. Micro milling can produce freeform surfaces, micro channels, micro ribs, and micro cavities with good dimensional control, often achieving tolerances of ±2–5 μm in industrial practice.
Micro Turning
Micro turning is used to produce rotationally symmetric micro components such as shafts, pins, nozzles, and micro bushings. Workpiece diameters may be as small as 50–100 μm, with lengths of several millimeters.
Typical technical features:
Spindle speeds: up to 80,000–150,000 rpm for very small diameters. Feed rates: commonly 0.1–10 μm/rev in finishing. Depth of cut: down to a few micrometers. Parts can reach diameter tolerances in the sub-micrometer range with ground tools and stable machines.
Micro Drilling
Micro drilling creates holes with diameters typically from 10 μm to 1 mm. It is widely used in electronics, fluidic devices, and precision mechanical assemblies.
Key parameters include:
Drill diameter: 10–500 μm is common for high-density applications. Aspect ratios up to 10:1 or higher are possible with optimized chip evacuation. Spindle speeds frequently exceed 60,000 rpm, with feeds of 0.3–10 μm/rev depending on tool and material. Minimum burr formation and straightness need to be controlled through suitable pecking strategies and coolant delivery.
Micro Grinding and Abrasive Processes
Micro grinding uses grinding wheels or tools with fine abrasive grains (often in the range of 0.5–10 μm). It is suitable for hard and brittle materials such as ceramics, glasses, and hard metals, and can produce accurate shapes with superior surface quality.
Abrasive jet machining, ultrasonic machining, and lapping/polishing can also be adapted to micro scale for surface finishing or for drilling and shaping of brittle materials where mechanical cutting tools are limited.
Non-Mechanical Micro Machining Processes
Non-mechanical micro machining uses energy in the form of electrical discharges, lasers, or chemical reactions to remove material. These processes are valuable for hard, brittle, or conductive-only materials, or where tool wear and mechanical forces must be minimized.
Micro Electrical Discharge Machining (Micro EDM)
Micro EDM removes material through a series of controlled electrical discharges (sparks) between an electrode and a conductive workpiece separated by a dielectric fluid. There is no physical contact, so cutting forces are negligible.
Typical variants include:
- Micro die-sinking EDM: forming 3D cavities using shaped electrodes
- Micro wire EDM: cutting complex 2D profiles with fine wires (down to about 20 μm diameter)
- Micro EDM drilling: producing high-aspect-ratio micro holes using rod or tube electrodes
Technical characteristics:
Minimum feature sizes: holes and slots down to approximately 5–10 μm are feasible in research and specialized setups. Tolerances: often ±1–3 μm for precision components. Surface roughness: from Ra ~0.1–0.8 μm, depending on discharge energy and finishing strategy.
Micro Laser Machining
Micro laser machining uses focused laser beams to ablate or melt material locally. Common laser types include nanosecond, picosecond, and femtosecond pulsed lasers, each with distinct interaction characteristics.
With appropriate focusing optics, spot sizes of a few micrometers or smaller can be obtained. Laser wavelength and pulse duration strongly influence material removal mechanisms and heat-affected zones.
Capabilities include drilling high-aspect-ratio micro holes, cutting fine features, structuring surfaces, and patterning transparent or brittle materials. Non-contact processing, high local energy density, and the ability to process conductive and non-conductive materials make laser machining widely applicable.
Chemical and Electrochemical Micro Machining
Chemical etching and electrochemical machining (ECM) adapt well for micro features where masks or patterned electrodes guide material removal.
Chemical micro machining (wet etching) uses chemical solutions to remove material selectively, controlled by photoresist or other masking layers. It is suitable for metals, silicon, and some ceramics. Isotropic or anisotropic etching shapes depend on material and etchant chemistry.
Electrochemical micro machining (ECM-based processes) relies on anodic dissolution in an electrolyte solution with shaped electrodes. There is no tool wear in the conventional sense, and hardened or tough materials can be processed with high surface integrity. Feature sizes typically range from about 5 μm up to hundreds of micrometers with controlled process parameters.
Micro Machining Equipment and Tooling
Reliable micro machining requires specialized equipment and tooling optimized for high precision, low vibration, and micro-scale metrology.
Machine Tool Requirements
Machine tools for micro machining typically provide:
High-speed spindles: rotational speeds from tens of thousands up to several hundred thousand rpm, with low radial and axial runout (often <1 μm). High-resolution motion systems: linear and rotary axes with positioning resolution in the nanometer to tens-of-nanometers range, and repeatability often within ±0.2–0.5 μm.
High structural stiffness and damping: to reduce vibration and maintain tool–workpiece alignment under small but critical loads. Thermal stability: active temperature control of machine, spindle, and environment to limit thermal drift that could be comparable to tolerance requirements.
Micro Cutting Tools
Micro tools are produced using grinding, laser shaping, or EDM. Common tool materials include cemented carbides, ultra-fine grain carbides, and polycrystalline diamond (PCD) or CVD diamond coatings for abrasive or non-ferrous applications.
Typical dimensions:
End mills and drills: diameters from 10–20 μm up to about 1 mm. Tool length-to-diameter ratios need to be carefully controlled to limit deflection. Edge radius: often in the range of 0.2–5 μm; this directly affects minimum chip thickness and achievable surface quality.
Accurate tool clamping systems with minimal runout and balance are essential to prevent premature breakage and dimensional errors.
Workholding and Fixturing
Micro workpieces are often thin, small, and delicate. Workholding solutions must secure the part without distortion and allow access to tiny features.
Common approaches include mechanical micro vices, clamping blocks, collets, vacuum chucks, and adhesive bonding. For batch processes, workpieces are sometimes mounted on carrier substrates or frames to simplify handling and positioning.

Materials in Micro Machining
Micro machining is applied to a wide variety of materials, including metals, polymers, ceramics, semiconductors, and composites. Material selection influences not only product performance but also the choice of process and parameters.
| Material Category | Typical Materials | Common Micro Machining Processes | Notes |
|---|---|---|---|
| Metals | Stainless steels, tool steels, titanium alloys, aluminum, copper | Micro milling, micro turning, micro drilling, micro EDM, micro ECM, laser | Good mechanical properties; some alloys difficult to cut require EDM/ECM or optimized tooling |
| Hard and brittle materials | Carbides, ceramics, glass, sapphire | Micro grinding, laser machining, ultrasonic machining, chemical etching | Mechanical tools limited; non-contact or abrasive methods often preferred |
| Polymers | PEEK, PMMA, PC, LCP, fluoropolymers | Micro milling, micro drilling, laser, hot embossing (from micro molds) | Heat and burr control important; replication via micro molds widely used |
| Semiconductors | Silicon, compound semiconductors | Chemical etching, laser, micro grinding, DRIE (outside conventional machining) | Often combined with lithography for integrated micro systems |
Precision, Tolerances and Surface Integrity
Dimensional accuracy, form accuracy, and surface integrity are central performance metrics for micro machining.
Tolerance Levels
Micro machining systems can routinely achieve dimensional tolerances on the order of ±2–10 μm in production, with tighter values (down to ±1 μm or better) possible under controlled laboratory or high-end industrial conditions.
Form tolerances such as roundness, flatness, and cylindricity must be maintained within fractions of feature size. For example, a 100 μm diameter micro pin may require roundness errors below 1 μm to function properly in mating parts.
Surface Roughness and Integrity
Surface roughness is typically expressed as Ra (arithmetical mean roughness). For many micro mechanical components, Ra values from 0.05 μm to 0.4 μm are desirable to ensure proper tribological behavior, fluid flow characteristics, or optical properties.
Different processes deliver different surface conditions. Micro grinding and ultra-fine milling can reach Ra <0.1 μm. Micro EDM in finishing modes can achieve Ra in the range of 0.1–0.3 μm. Chemical and electrochemical methods may deliver very smooth surfaces when parameters are optimized.
Surface integrity also includes microhardness, residual stress, microcracks, and recast layers (for EDM and laser). Careful process optimization is required to avoid features such as heat-affected zones and micro cracks that could reduce fatigue life or cause leakage in fluidic components.
Key Process Parameters and Ranges
Each micro machining process is governed by a set of parameters. Correct selection and control of these parameters is decisive for achieving the required accuracy and surface quality.
| Process | Representative Parameters | Indicative Ranges |
|---|---|---|
| Micro milling | Tool diameter; spindle speed; feed per tooth; axial/radial depth of cut | Diameter: 10–1,000 μm; speed: 50,000–200,000 rpm; feed per tooth: 0.05–10 μm; depth of cut: 1–100 μm (finishing) |
| Micro turning | Workpiece diameter; spindle speed; feed; depth of cut | Diameter: 50 μm–2 mm; speed: up to 150,000 rpm; feed: 0.1–10 μm/rev; depth of cut: 1–50 μm |
| Micro drilling | Drill diameter; speed; feed; peck strategy | Diameter: 10–500 μm; speed: 60,000–200,000 rpm; feed: 0.3–10 μm/rev; peck depth: fraction of drill diameter |
| Micro EDM | Discharge energy; pulse duration; gap voltage; electrode feed | Pulse duration: tens of nanoseconds to microseconds; discharge current: milliamps or less; machining gap: a few micrometers |
| Micro laser machining | Wavelength; pulse duration; pulse energy; repetition rate; scanning speed | Wavelength: UV to IR; pulse duration: femtoseconds to nanoseconds; spot size: <1–20 μm; scanning speed: mm/s to m/s |
Metrology and Quality Control in Micro Machining
Measuring and verifying features that are only a few micrometers in size requires specialized metrology methods and instruments.
Dimensional and Geometrical Measurement
Typical tools include optical microscopes with calibrated imaging systems, vision measuring machines, confocal or interferometric microscopes for 3D surface topography, and contact stylus profilometers with fine tips for surface roughness measurement.
Coordinate measuring machines (CMMs) equipped with micro probes can be used for precision 3D measurements of micro components and molds. Non-contact methods are often favored to avoid damage or distortion of fragile micro features.
Surface and Material Characterization
Surface roughness, waviness, and texture are characterized using profilometry or optical methods. Micro hardness testers, nanoindentation devices, and scanning electron microscopes (SEM) help assess microstructure, coating quality, and failure modes.
For electrically conductive micro parts, electrical resistance or capacitance can indirectly indicate dimensional or structural deviations in some applications, such as sensors and interconnects.

Design Considerations for Micro Machined Components
Designing for micro machining involves adapting conventional mechanical design principles to micro scale and considering process-specific constraints.
Feature Geometry and Aspect Ratios
Very high aspect ratios can be technically feasible but may lead to lower yield or more complex processing. Designers often limit aspect ratios of holes and slots, or design stepped and tapered geometries to simplify machining and improve chip evacuation.
Fillet radii at internal corners are linked directly to minimum tool diameter. Sharp internal corners require alternative processes such as micro EDM or laser machining, or design modification to rounded corners compatible with micro milling tools.
Tolerancing Strategy
Specifying unnecessarily tight tolerances increases process time, equipment demands, and cost. Functional requirements should guide tolerance assignment, with clear differentiation between critical and non-critical dimensions.
Geometric dimensioning and tolerancing (GD&T) is applied at micro scale, but measurement capability must be considered during design to ensure that verification is practical and reliable.
Material and Process Selection
Material choice affects machinability, achievable feature size, surface finish, and process sequence. Hard and brittle materials may require grinding, laser, or chemical methods, while ductile metals can be milled and turned with suitable micro tools.
Often, a sequence of processes is planned, for example: rough shaping by micro milling, finishing by micro grinding or polishing, and drilling of critical micro holes by micro EDM or laser.
Advantages of Micro Machining
Micro machining offers several benefits for the manufacture of high-precision small components and functional surfaces:
It enables direct machining of 3D geometries without the need for multiple lithographic steps. It supports a wide range of materials, including metals with high strength and specific functional alloys. It integrates well with conventional machining, allowing hybrid process chains where macro features and micro features are created efficiently on the same part.
Furthermore, micro machining allows short production runs and customization without masks or tooling typical of purely lithographic processes. This supports rapid iteration in product development and small-batch or high-value production where flexibility is important.
Applications in Electronics and Microelectronics
Electronics and microelectronics rely heavily on micro machining for interconnects, cooling, packaging, and structural elements.
Micro Holes and Interconnects
Micro drilling and laser machining are used to create vias and holes in printed circuit boards, substrates, and interposers, with diameters commonly in the range of 50–150 μm. Tight position tolerances and consistent hole quality are essential for reliable electrical connectivity and assembly.
Micro EDM and laser machining also produce contact features, micro connectors, and precision metal lead frames used in advanced packaging.
Thermal Management Structures
Micro channels for liquid cooling are machined into metals or ceramics for power electronics, high-performance processors, and laser diodes. These channels typically have widths and depths from tens to hundreds of micrometers, requiring accurate cross-section control to achieve the desired flow and heat transfer characteristics.
Micro surface texturing on heat sinks and cold plates enhances boiling or condensation, improving thermal performance without increasing component size significantly.
Applications in Medical Devices and Biotechnology
Micro machining enables components used in diagnostics, therapeutics, and implantable devices, where small size and precision are essential.
Microfluidic Devices
Micro channels, mixing structures, and reaction chambers are machined into polymer or glass substrates for lab-on-a-chip systems. Typical channel widths and depths range from 10 μm to several hundred micrometers.
Micro machining is used either directly on functional substrates or to create micro molds for subsequent replication by injection molding or hot embossing. Dimensional control of channel cross-sections and surface properties influences fluid flow, capillary action, and cell interaction.
Surgical and Implant Components
Micro machined structures appear on stents, fixation devices, orthopedic and dental implants, and instrument tips. Features such as micro grooves, pores, and roughness patterns affect tissue integration and friction behavior.
Materials including stainless steels, titanium alloys, cobalt-chromium alloys, and biocompatible polymers are processed using combinations of micro milling, micro EDM, and laser machining, often followed by polishing or cleaning sequences that maintain dimensional accuracy.
Applications in Optics and Photonics
Optical and photonic systems demand sub-micrometer accuracy and excellent surface quality, which are achievable with carefully controlled micro machining processes.
Micro Lenses and Optical Surfaces
Micro milling and diamond turning can produce mold inserts for plastic micro lenses and diffractive optical elements. Freeform surfaces with controlled sag and curvature are machined into mold steels or non-ferrous metals that are subsequently used for mass replication.
Achievable form accuracy can be on the order of tens to hundreds of nanometers over the aperture, with surface roughness low enough to avoid degrading optical performance. Micro structuring for anti-reflective or light-guiding functions is added using laser machining or etching.
Optical Fiber and Waveguide Components
Micro grooves, alignment features, and connector interfaces for optical fibers are machined with tight positional tolerances to minimize insertion loss. Micro V-grooves for fiber arrays commonly require positional accuracy within a few micrometers over multiple fibers.
Precision slots and apertures for lasers, sensors, and photonic integrated circuits are created by micro milling, grinding, laser machining, or EDM, depending on material and geometry.
Applications in Aerospace and Precision Mechanics
Aerospace, precision instruments, and high-end mechanical systems use micro machined components to achieve tight tolerances, low mass, and reliable operation under demanding conditions.
Fuel and Fluid Control Components
Fuel injectors, spray nozzles, and micro valves incorporate orifices, channels, and seating features with dimensions from a few micrometers to several hundred micrometers. Flow characteristics depend strongly on geometric precision, requiring controlled micro drilling, micro EDM, or laser machining.
Micro filters and screens with accurately defined pores and flow paths are manufactured using combinations of laser cutting, etching, and micro milling.
Precision Mechanical Elements
Micro gears, springs, couplings, and bearings appear in instruments, miniaturized mechanisms, and actuators. Tooth modules, thicknesses, and clearances often lie in the tens to hundreds of micrometers range.
Dimensional consistency, surface integrity, and residual stresses influence wear, noise, and efficiency. Micro machining allows the fabrication of such elements directly in metals or high-performance polymers, often followed by heat treatment or coating.
Process Selection and Integration
No single micro machining process is optimal for all materials and geometries. Process selection is based on material properties, desired feature sizes and shapes, required tolerances and surface quality, production volume, and cost considerations.
Comparing and Combining Processes
Mechanical processes are often chosen for ductile metals and where 3D freeform surfaces are needed. EDM is applied to conductive materials, especially for deep or complex cavities and sharp internal features. Laser machining suits both conductive and non-conductive materials and is favored for very small features, thin materials, or where masks are undesirable.
Chemical and electrochemical methods are used for batch production of repeated patterns, for example micro sieves or structured sheets, and when uniform surface finish is important over large areas.
In many industrial applications, several micro machining processes are combined within a process chain. For example, a micro mold for polymer microfluidic chips might be rough machined with micro milling, fine finished by micro grinding or polishing, and then receive micro holes or textures by laser or EDM. Integration of these processes requires planning of datum structures, workpiece referencing, and metrology checkpoints.

Typical Issues and Practical Considerations
When implementing micro machining in production, several practical aspects need attention to achieve consistent results.
Tool Life and Breakage
Micro tools are fragile because of their small cross-sections. Excessive loading, vibration, or improper handling can cause sudden failure without clear warning. Tool life is strongly influenced by cutting parameters, material hardness, lubrication, and machine dynamics.
Monitoring of cutting forces, spindle load, or acoustic emission is often used to detect wear or breakage. Tool path strategies and entry/exit conditions are optimized to minimize impact loads.
Burr Formation and Deburring
Mechanical micro machining may generate burrs whose size is sometimes comparable to the feature itself. These burrs can obstruct fluid flow, interfere with assembly, or compromise electrical contact.
Process parameters, tool geometry, and cutting direction are tuned to reduce burr formation at the source. Where necessary, deburring can be performed using chemical, thermal, or micro abrasive methods; however, deburring steps must be compatible with feature dimensions and should not degrade tolerances.
Thermal and Environmental Control
Thermal expansion of machine components and workpieces can be on the same order as allowed tolerances in micro machining. Temperature control of the workshop, machine structure, spindle, and cutting fluid is therefore important.
Cleanliness is another consideration. Contamination such as particles, chips, or dried cutting fluid can interfere with measurement, fixturing, or function of micro components. Controlled environments and appropriate cleaning protocols help maintain quality and reliability.
