

Large CNC machining focuses on precision manufacturing of oversized and heavy components that exceed the capacity of standard machine tools. It combines advanced computer numerical control with rigid, high-power machines, allowing accurate production of long, wide, tall, or massive parts for demanding industrial sectors.
What Is Large CNC Machining
Large CNC machining is the subtractive manufacturing of components whose dimensions, weight, or geometry require machines with extended travels, high load capacity, and reinforced structures. It covers both prismatic and rotational parts and often involves complex multi-axis operations to minimize setups and maintain accuracy over long distances.
This type of machining is used when parts:
- Exceed the X, Y, or Z travel of conventional machining centers or lathes
- Require high positional accuracy over long spans or large diameters
- Need tight tolerances on interfaces between very large assemblies
Core Capabilities of Large CNC Machining
Capabilities in large CNC machining are primarily defined by maximum part envelope, weight capacity, axis configuration, and achievable accuracy. These parameters determine whether a supplier can handle specific components such as machine bases, frames, housings, or large-diameter rings.
| Capability Category | Typical Range for Large Machining | Notes |
|---|---|---|
| Max X travel (milling/boring) | 2 m to >20 m | Floor-type and gantry mills reach the upper range |
| Max Y travel (milling/boring) | 1.5 m to >6 m | Portal/gantry designs provide wide spans |
| Max Z travel / vertical clearance | 1 m to >5 m | Critical for tall structures and deep pockets |
| Max rotary table diameter | 1 m to >8 m | Used for large rings, gear blanks, and housings |
| Max turning diameter (horizontal/vertical lathes) | 0.8 m to >10 m | Vertical turning lathes handle heavier workpieces |
| Max workpiece weight | 2 t to >100 t | Depends on machine bed, table, and foundation |
| Positioning accuracy (linear axes) | ±0.01 mm/m to ±0.05 mm/m | Varies with machine design and compensation systems |
| Repeatability (linear axes) | ±0.005 mm to ±0.02 mm | Measured at reference locations; whole-envelope values can differ |
| Surface roughness (Ra) | 0.4 µm to 3.2 µm | Depends on tooling, material, and operation type |
Key performance factors include:
- Stable dimensional accuracy across full machine travels
- Capable removal rates for roughing heavy sections
- Fine finishing capability on critical sealing or bearing surfaces

Main Large CNC Machining Processes
Large CNC machining uses familiar processes applied on a larger scale with specialized fixturing and motion control. The choice of process depends on part geometry, required features, and productivity targets.
Large CNC Milling
Large CNC milling produces flat surfaces, pockets, slots, and profiles on bulky or long workpieces. It is commonly used for machine bases, frames, structural plates, and precision mounting faces.
Typical machine types include:
- Gantry and portal mills for very wide or long parts
- Floor-type horizontal boring mills for flexible horizontal and vertical machining
- Bridge-type machining centers for high rigidity and precision
Typical milling operations on large parts are face milling, contour milling, pocketing, drilling, and thread milling. Multi-face machining using rotary tables and angle heads reduces setups and cumulative error.
Large CNC Turning
Large CNC turning is applied to rotationally symmetric components such as rollers, shafts, rings, drums, and large flanges. Both horizontal and vertical configurations are used.
Horizontal lathes are suited to long shafts, while vertical turning lathes support very heavy or wide-diameter workpieces from below, improving rigidity and ergonomics. Operations include rough and finish turning, grooving, threading, and facing. Combined turning-milling centers can machine complex features like keyways, bolt circles, and pockets in a single clamping.
Boring and Multi-Axis Machining
Boring mills enlarge and finish pre-formed holes and internal cavities with high accuracy. Large horizontal boring mills and floor-type machines can reach deep bores while maintaining alignment with external reference surfaces.
Multi-axis capability (often 4+1 or 5-axis) enables machining of complex geometries such as inclined surfaces, intersecting bores, and compound angles. Articulating heads, spindle extensions, and tilting tables extend accessibility without frequent re-clamping of large components.
Auxiliary Operations in Large Machining
To deliver finished or near-finished components, large CNC machining is often combined with other operations, including:
Drilling and deep-hole drilling for coolant passages, lubrication holes, and foundation bolt holes; tapping and thread milling for large threaded connections; reaming and counterboring for precision fits; and surface preparation such as deburring, edge breaking, and specific surface finishes required for painting, coating, or mating with seals.
Materials Used in Large CNC Machining
Large components are frequently used in demanding environments, so materials must combine mechanical performance with machinability and stability. Material selection also influences cutting strategies, tool life, and achievable tolerances.
| Material Class | Typical Grades / Types | Representative Applications |
|---|---|---|
| Carbon & low-alloy steels | C45, 1045, 4140, 4340, S355, A36 | Machine bases, shafts, frames, gear blanks, bearing housings |
| Tool & wear-resistant steels | H13, D2, high-strength quenched and tempered steels | Press tools, heavy-duty wear plates, forming dies |
| Cast irons | Gray iron, ductile iron, Meehanite | Machine beds, housings, gearboxes, pump casings |
| Stainless steels | 304/304L, 316/316L, duplex grades | Food machinery, chemical equipment, marine structures |
| Aluminum alloys | 5083, 6061, 6082, 7075 | Large plates, jigs, aerospace fixtures, lightweight frames |
| Copper & copper alloys | Electrolytic copper, brass, bronze | Busbars, molds, heat exchangers, bearings |
| Nickel & high-temperature alloys | Inconel, Monel, Hastelloy | Turbine components, exhaust systems, high-temperature housings |
| Engineering plastics | PA, POM, PEEK, UHMWPE | Guides, wear strips, insulation parts, liners |
Material-related considerations include stability of castings, residual stress in welded structures, machinability ratings, and required heat treatment before or after machining.
Typical Part Sizes, Tolerances, and Surface Finish
Large CNC machining focuses on components whose dimensions are significantly above typical workshop capacity, while still requiring controlled tolerances. Dimensional performance is influenced by machine capability, fixturing, cutting strategy, and measurement methods.
Dimensional Ranges
Typical size and weight ranges for large machined parts include:
Flat and prismatic parts such as machine beds, base plates, and structural members often range from 2 m to over 15 m in length, with widths from 1 m to more than 5 m. Frames and welded structures may reach several meters in height, requiring extended vertical clearance.
Rotational parts such as rollers, drums, and rings commonly span diameters from 800 mm up to several meters, with lengths up to 10 m or more, depending on machine configuration. Some vertical turning lathes accommodate workpieces exceeding 8 m in diameter and many tens of tons in weight.
Tolerances and Geometric Accuracy
Achievable tolerances depend on material, part size, machining strategy, and measurement conditions. On large parts, local feature tolerances can be tight, while overall geometric tolerances must accommodate long-distance thermal and mechanical effects.
Common tolerances in large CNC machining include linear dimensions on critical interfaces in the range of ±0.01 mm to ±0.05 mm where features are localized, and ±0.05 mm to ±0.2 mm or more for long dimensions spanning several meters. Flatness across large faces is often specified from 0.02 mm/m to several tenths of a millimeter over the full length, with tighter values requiring special processes and measurement setups.
Cylindricity and roundness on large turned parts can often be held within a few hundredths of a millimeter, provided that support, tooling, and balancing are properly engineered.
Surface Roughness and Finish Quality
Surface finish depends on function: sliding surfaces, sealing faces, bearing seats, and precision fit areas require lower roughness than structural anchoring surfaces. Milling and turning of large components typically deliver Ra values around 1.6 µm to 3.2 µm under standard conditions, while fine finishing operations with optimized parameters can reach Ra 0.4 µm or better on selected surfaces.
Surface integrity also considers burr control, residual stress, and micro-cracking, especially on high-stress or fatigue-critical regions.
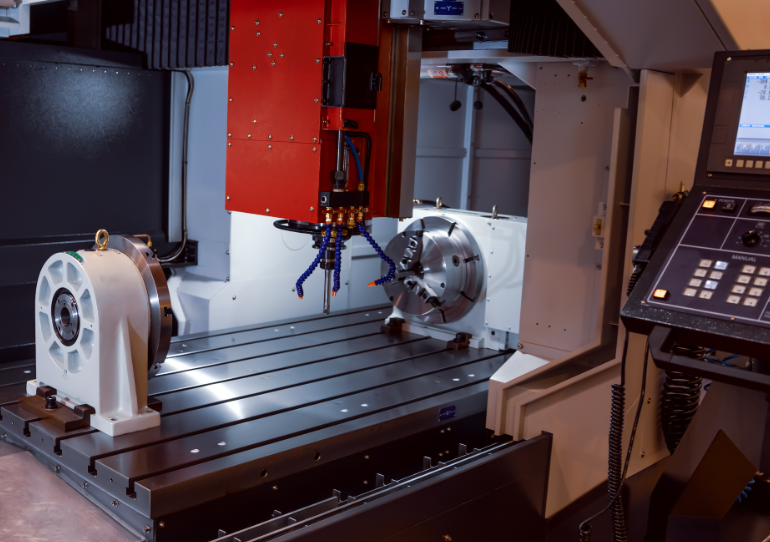
Equipment and Machine Types for Large CNC Machining
Large CNC machining service requires machines with reinforced structures, extended travels, and powerful drives. Their design focuses on rigidity, long-term stability, and ability to support heavy workpieces without unacceptable deflection.
Gantry and Portal Machining Centers
Gantry machines feature a bridge or portal that spans the work area, with the spindle traveling on the bridge and the workpiece fixed on a stationary or moving table. This architecture is ideal for machining large plates, molds, dies, and machine bases. Advantages include accessibility across wide areas and good support under the workpiece, enabling consistent accuracy along the length.
Floor-Type and Horizontal Boring Mills
Floor-type horizontal boring mills place the workpiece on a floor plate or rotary table, while the column and spindle travel along rails. They are suited to large housings, frames, and heavy components with features distributed on multiple faces. Extendable boring spindles and quills allow deep internal machining and precise alignment of bores relative to reference surfaces.
Bridge-Type and Double-Column Machining Centers
Bridge-type or double-column machines combine a rigid double-column structure with a moving table or cross rail. They offer high stiffness and good dynamic performance for heavy roughing as well as finishing operations, especially on cast iron or steel bases. Automatic head changers and angle heads increase flexibility for multi-face machining.
Large Horizontal and Vertical Lathes
Large horizontal lathes are used for long shafts, rolls, and bars. Steady rests, follow rests, and tailstocks provide additional support. Vertical turning lathes use a vertical axis table to hold heavy or large-diameter workpieces, with tool slides moving horizontally and vertically. These machines are particularly effective for turbine housings, large rings, and components that benefit from gravity-supported clamping.
Fixturing, Workholding, and Handling Systems
Workholding in large machining often uses custom fixtures, T-slot tables, clamping systems, and dedicated support structures. Large castings or weldments are usually clamped via multiple points to distribute loads and prevent distortion. Handling systems such as overhead cranes, gantry cranes, and heavy forklifts are integral to safe loading, turning, and repositioning of workpieces.
Manufacturing Workflow for Large CNC Machined Parts
The production of large machined components follows a structured workflow to maintain dimensional control and traceability. The sequence is adapted to part design, material condition, and required documentation.
Pre-Machining Steps
Before CNC machining, raw materials such as castings, forgings, rolled plates, or weldments undergo preparation. This often includes cleaning, removal of risers and gates on castings, weld inspection on fabricated structures, and dimensional checks against reference geometry. Stress-relief heat treatment is frequently applied to welded or heavily formed components to reduce internal stresses that could cause movement during machining.
Rough Machining
Rough machining removes excess material to approach the final geometry while leaving stock for finish operations. For large parts, roughing strategies emphasize stable cutting, efficient chip evacuation, and controlled heat input. Balancing of material removal from opposing sides is often planned to minimize distortion, especially on welded frames or thin-walled structures.
Interim Heat Treatment and Stability Checks
For certain materials and heavy sections, an interim heat treatment or stress relief after roughing may be necessary to stabilize the part. After cooling and conditioning, the part is re-measured to detect any movement or warping. Secondary straightening or localized machining may be needed before finishing.
Finish Machining
Finish machining brings all functional features to final size, geometry, and surface finish. Tool paths, cutting parameters, and fixturing for finishing are designed to minimize residual stress and maintain stability, often using lighter cuts and optimized tool engagement. Datum features are referenced consistently throughout to ensure correct position relationships between bores, faces, and interfaces.
Final Inspection, Cleaning, and Packaging
After machining, parts undergo dimensional and geometric verification, surface checks, and any specified non-destructive testing. Critical features may be protected with covers, plugs, or corrosion inhibitors. Cleaning methods and packaging are adapted to part size and transportation conditions, ensuring surfaces and precision areas remain protected during shipment and handling.
Quality Control and Inspection in Large CNC Machining
Quality assurance for large components must consider the effects of size, weight, and measurement environment. Accurate inspection of long distances and large diameters requires suitable equipment and methods.
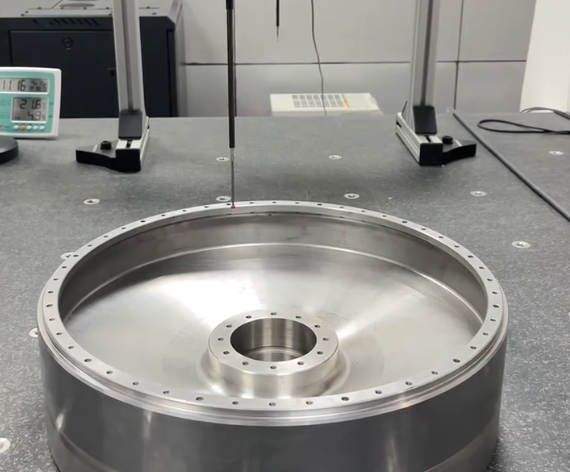
Dimensional Inspection Methods
Inspection tools for large machining include coordinate measuring machines (CMMs) when size permits, portable measuring arms, laser trackers, optical systems, and precision levels. For very large workpieces, on-machine probing and laser measurement can be used to verify key dimensions during or immediately after machining.
Standard handheld instruments such as micrometers, calipers, bore gauges, and height gauges are used for local features, while large-diameter rings or flanges may require dedicated plug gauges, ring gauges, or specialized measuring frames.
Geometric Tolerances and Form Checks
Geometric dimensioning and tolerancing (GD&T) is widely applied to specify form, orientation, and location requirements. Typical checks include flatness and straightness over long distances, angularity between primary faces, parallelism of guideways, concentricity between bores, and runout of large diameters. Measuring these parameters on large parts often requires careful selection of reference datums, setup strategy, and thermal stabilization of the part.
Material and Surface Integrity Verification
In addition to dimensional control, many large components are subject to material verification and surface integrity checks. These may include hardness testing after heat treatment, non-destructive testing such as magnetic particle inspection or ultrasonic testing of critical regions, and surface roughness measurement with contact or optical profilometers. Documentation of inspection results, including measurement reports and material certificates, is often required for traceability and compliance.

Industrial Applications of Large CNC Machining
Large CNC machining supports a broad range of industries that require large, precise components to transmit power, support structures, or control motion. The following sectors rely heavily on these capabilities.
Power Generation and Energy
In power generation, large machining is used for turbine housings, generator frames, stator and rotor components, large shafts, couplings, and bearing pedestals. Hydro, thermal, and certain renewable systems all require large machined interfaces to ensure alignment, efficient power transmission, and controlled clearances.
Mining, Construction, and Heavy Equipment
Mining and construction equipment includes excavators, crushers, conveyors, mills, and drilling machines, all of which incorporate heavy fabricated structures, large gear housings, and wear-intensive components. Large CNC machining provides accurate pin bores, bearing seats, support surfaces, and mounting interfaces that directly affect equipment reliability and service life.
Railway, Marine, and Transportation
Railway and marine engineering require long and heavy parts such as bogie frames, wheel hubs, couplings, engine blocks, propeller shafts, and structural supports. Large machining ensures dimensional consistency between mating components, improves vibration behavior, and enables precise installation of drive and braking systems.
Industrial Machinery and Presses
Large presses, forming machines, injection molding machines, and machine tools themselves rely on accurately machined beds, columns, platens, and connecting elements. The stiffness and accuracy of these machines are directly linked to the quality of large machined structures used in their construction.
Aerospace, Defense, and Large Structures
In aerospace and defense, large CNC machining is applied to structural frames, bulkheads, tooling, and ground support equipment. Similar capabilities are used for large test rigs, wind tunnel components, and precision assemblies where alignment over substantial distances is critical to function and measurement accuracy.
Key Considerations When Sourcing Large CNC Machining
When selecting a partner for large CNC machining, engineers and buyers evaluate more than just advertised travels or maximum weight. They must confirm that the supplier can reliably achieve specified tolerances, handle logistics, and maintain repeatability across batches.
Matching Part Requirements to Machine Capacity
It is essential to compare the part envelope and mass to actual usable machine travels and load limits, including necessary clamping space and tooling reach. Clearance for crane handling, rotation, and reorientation of parts must be considered as well. For parts close to the maximum capacity, discussions about fixturing solutions and intermediate setups are important to ensure that all features can be accessed and measured.
Dimensional Control Over Large Distances
Maintaining precise dimensions across several meters requires attention to thermal conditions, machine calibration, and measurement approach. When tolerances are tight relative to part length, it is advisable to clarify environmental controls, calibration intervals, and inspection equipment used. Verification plans often define which features are critical, how they will be measured, and which reference datums will be used throughout machining and inspection.
Handling, Transport, and Protection
Large machined parts may require special lifting equipment, rigging plans, and transport arrangements. During loading and unloading, the supplier must use appropriate lifting points to avoid bending or local damage. For shipment, blocking, bracing, corrosion protection, and protective covers for precision surfaces are specified to prevent damage before installation at the final site.
Typical Technical Issues for Large CNC Machining Projects
Certain recurring issues arise in large machining projects that engineers and buyers need to address early in the design and quotation stages to achieve reliable outcomes.
Deformation and Residual Stress
Large castings and weldments can move when material is removed, especially during roughing. If this is not anticipated, previously machined faces may fall outside tolerance once the part stabilizes. To reduce this risk, designs often incorporate uniform wall thickness where possible, and process plans may include staged roughing with intermediate stress relief and re-clamping. Close collaboration between design, material suppliers, and machining specialists helps identify sections most likely to deform.
Datum Selection and Machining Sequence
Incorrect or inconsistent datum selection leads to accumulated misalignment between features. On large parts, this effect can be magnified. A structured datum scheme, used consistently from roughing through finishing and inspection, is crucial. Early process reviews should confirm which surfaces will be used as primary references, how they will be created, and how subsequent features relate to them.
Measurement and Documentation Expectations
For some projects, only basic inspection is required, while others demand full dimensional reports, material certificates, and process traceability. Clarifying these expectations at quotation stage avoids delays and rework. Large parts may not fit into conventional CMMs, so alternative measurement methods and reporting formats must be agreed upon, including any required electronic data, coordinate sets, or graphical inspection plots.
Design Considerations for Large Machined Components
Designers can facilitate efficient and accurate large CNC machining by considering manufacturability, stability, and inspection access in the early design phase. This cooperation reduces lead times and minimizes the need for design changes later.
Geometry and Feature Layout
Placing critical features in reachable areas and consolidating datum surfaces improves both machining and inspection. Avoiding unnecessary complexity, extremely deep pockets, or inaccessible undercuts reduces the number of setups and special tools required. Where possible, symmetrical layouts help balance machining forces and material distribution, reducing the chance of distortion.
Wall Thickness, Ribs, and Weight Optimization
Excessively thick sections can cause uneven cooling in castings and introduce internal stresses, while very thin walls on large spans may vibrate or deflect during machining. Appropriate wall thickness and rib design provide stiffness without unnecessary weight. When weight must be reduced, pockets and internal cavities are designed to retain structural strength while still permitting tool access and chip evacuation.
Fixturing and Access for Tools and Gauges
Designs that allow straightforward clamping to standard T-slot tables or modular fixtures simplify setup. Sufficient clearance around features for tool entry and gauge placement should be considered. Mounting surfaces, lifting points, and temporary support locations can be integrated into the design to aid in secure handling and accurate positioning during machining and measurement.
Cost Factors in Large CNC Machining
The cost of large machined components is influenced by more than raw material weight. Detailed understanding of cost drivers supports realistic budgeting and effective design choices.
Machine Time and Setup Effort
Machine hourly rates for large equipment are typically higher than for smaller machines due to capital cost, footprint, and maintenance requirements. Complex parts may require multiple setups and extensive fixturing, adding non-cutting time to the project. Simplifying setup, reducing the number of clamping orientations, and designing parts to match available machine capabilities can significantly impact total cost.
Tooling and Cutting Strategy
Large-scale roughing operations may use high-performance tooling and advanced cutting strategies to remove material efficiently. Tool wear and replacement costs are higher for hard or abrasive materials and heavy cuts. Selecting materials and hardness levels that balance performance with machinability, and specifying only necessary tolerances and finishes, helps avoid unnecessary tooling and process complexity.
Inspection and Compliance Requirements
Detailed inspection, documentation, and certification add time and resource demand. If full dimensional reports, advanced non-destructive testing, or strict traceability are required, the associated costs and lead times must be reflected in the project plan. Clearly defined acceptance criteria, drawing standards, and reporting formats reduce the risk of repeated inspections or disputes over measurement methods.
Conclusion
Large CNC machining enables the production of precision components at scales required by heavy industry, infrastructure, and advanced machinery. Its effectiveness depends on matching part requirements with machine capabilities, carefully planning processes and datums, and applying suitable quality control methods. By understanding capacities, process options, material behavior, and inspection practices, engineers and buyers can specify large components with confidence and collaborate productively with machining providers.
